Lenville J. Stelle
Parkland College
Champaign, Illinois
With Special Assistance From:
Shawn Peyton
Amber Stocker
|
Viewing the Images
|
An Easy Way to Cite the Guide |
| HINT: Search the Guide by clicking on your browser's Edit/Find function. | Search the WEB for more information about artifacts. |
The purpose of this guide is to provide a general introduction to some of the historic artifacts recovered from archaeological sites in the Upper Sangamon Basin of east-central Illinois. Most of the field work has focused on the Mahomet area, but these sites are considered typical of material from the larger study area. The time frame is generally from the beginning of the nineteenth century to the First World War (1920). Many crafts underwent industrialization and technological change during this period. These changes sometimes left temporally sensitive indications at the level of the artifact.
The reader must appreciate that as one comes closer
to the present the diversity of artifact types increases geometrically.
The level of heterogeneity reflects the social and economic differentiation
of the time period. The discussion will be limited to three artifact categories:
ceramics, glass, and structural materials. Materials from these categories
are both the most frequently encountered and the most useful for assigning
dates. The unit of social analysis is the household.
Ceramics are objects that are made from baked clay. In its simplest trajectory (Shepard 1956), the production of a ceramic vessel involves mixing powdered clay, a tempering medium, and water to create a paste. The paste is then shaped into a desired form. After shaping, drying, and the application of surface treatments, the object is fired at a temperature producing a particular level of vitrification. The vitrification process involves the temperature and conditions under which the particles of clay fuse. The high temperature has the effect of changing the physical properties of the clay so that it, for instance, will not dissolve to mud when exposed to water. Surface treatments vary in relation to a wide variety of factors including: availability of base material, technology, artistic skill, and artistic expression. The surface treatment can have both utilitarian and aesthetic functions. When cool, the artifact is ready to assume its intended position within the material assemblage of the culture.
Ceramics can be classified along at least two dimensions: the nature of the paste or fabric-ware from which the object is fashioned and the type and style of surface treatment. Pastes fall into three categories: earthenware, stoneware, and porcelain. The categories correspond to the level of vitrification. Earthenware is the softest and least vitrified, stoneware the next most, and porcelain is the hardest and most glass-like. Within each of these categories one would find variations in surface treatments.
A. Earthenware
Earthenware has a relatively soft, porous body that
would not contain liquids without a glaze. The vessel was fired at a relatively
low temperature, in the range of 1,000 to 1,200 degrees C. The common procedure
for identifying earthenwares is by touching the tongue to the paste. If
the surface feels sticky, then it is earthenware. The most frequent expressions
are in the form of containers and table service. Seven basic variations
in the ware-fabric or body are recognized for the research area: redware,
faience, yellowware, creamware, pearlware, whiteware, and ironstone.
1. Redware-Redware has a distinctly red body,
hence its name. The paste is rendered out of surface clays. The body is
softest of all the earthenwares and fractures easily. It is typically recovered
in the form of small, thick chunks. Surface treatments centered on lead
glazes, both clear and colored. They are often "crazed" or covered with
a web of cracks. As the earliest American pottery, redware dates from 1725
through the present (Ramsay 1939:128). It was produced at many places throughout
the state and region and was often the object of cottage industry. One
important manufacturer was located in Galena, Illinois. Referred to as
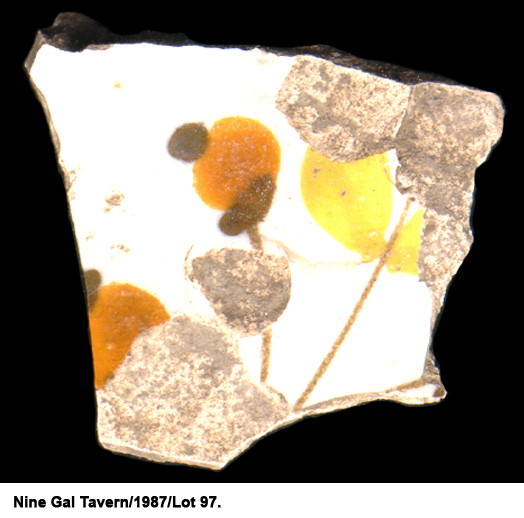
Galenaware, it was produced from the 1840's through 1900. The glaze for
this product was composed of lead sulfide, alumina, and silica generating
colors of orange, yellow, green (1,
2),
and brown. Common surface treatments by other producers included: undecorated,
plain; clear
lead glaze; lead with manganese glaze (brown or black color) (1,
2);
and a
white
or
yellow slip under a clear lead glaze. Ramsay (1939:128-138) recognizes
38 types of redware and a wide variety of object forms.
2. Faience-Faience is an earthenware featuring a tin-enameled (stanniferous) glaze. The glaze produces an opaque white surface. In the traditional production trajectory (grand feu), the clay vessel was first fired to produce a "biscuit." The undecorated biscuit was then painted or dipped in the tin-enamel glazing mixture, dried, decorated with hand painted metallic oxides, and fired a second time. Common design colors were blue, yellow, orange, and green. The fabric of faience is soft and typically pale yellow to salmon in color, sometimes even in single vessel (Gums 1988:139).
Tin-enameled glaze wares are known by different names generally depending on their country of origin. Material produced in France and Italy is known as faience, material from Spain is labeled majolica, and objects from England and Holland are referred to as delft.
First introduced in the sixteenth century, faience
had become uncommon by the end of the eighteenth. While none of this early
expression has yet been recovered from the study area, the presence of
a French military force in the Upper Sangamon Basin in 1730 (Stelle 1988)
creates the possibility of recovery from good context.
Popularity resurged in the 1850's and continued through the turn of the twentieth century for
what is called Victorian
majolica (Kovel 1973:6). Importantly, Victorian majolica is a heavily molded whiteware (see below), brightly colored, and employing lead glazes, rather than what we are here classifying as faience.
Limited production of faience, majolica, and delft continues through the present.
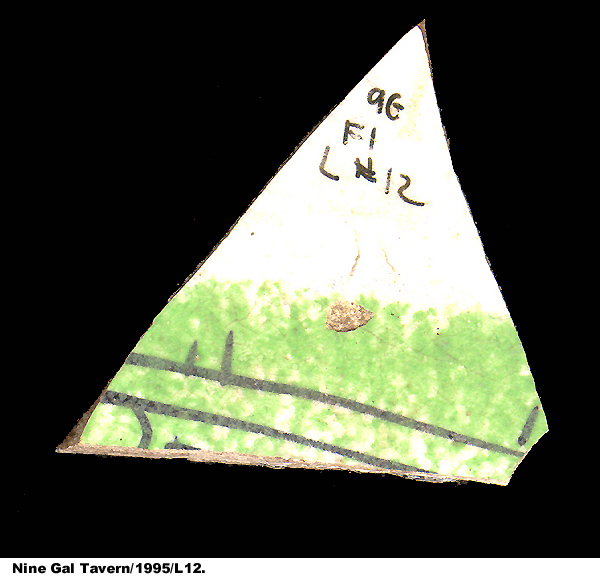
3. Yellowware-Yellowware is an uncommon ware
type from the study area. The body is relatively hard and pale buff to
yellow in color. Surface treatments include clear lead glazes; the viscous
and heavily mottled browns of the Rockingham forms; and banded forms of
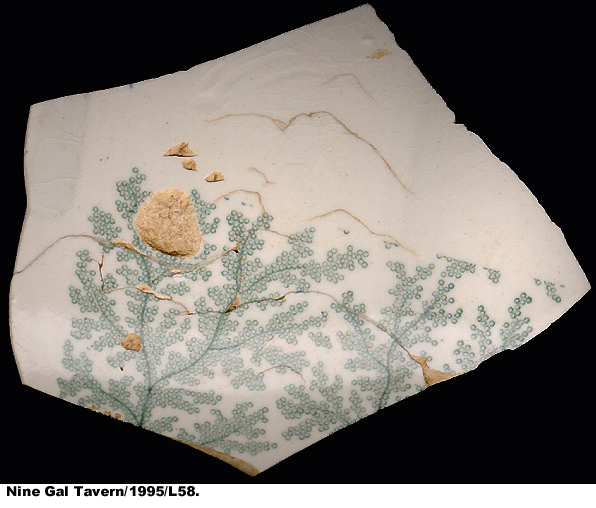
white, blue, black, and brown with occasional dendritic, vine-like patterns.
The plain
yellowware with the clear lead glazes took the form of a variety of
kitchen and table utensils including bowls, plates, jugs, and bottles.
The ware was commonly available throughout the region by 1830 (Ramsay 1939:148).
Rockingham or Bennington (1
,
2)
is a distinctive ceramic with a thick brown, mottled glaze and molded body.
Rockingham was first produced for the American market by English potters
from the Swinton District after 1788 (Spargo 1926:170). Most of this material
is in the form of teapots with a body molded of soft yellow paste. English
potters who had immigrated to America began producing a similar but far
more extensive line of wares. American potters from Pennsylvania, Ohio,
Illinois, and particularly from the pottery center at Bennington, Vermont
were producing large quantities of the ceramic by 1830 (Spargo 1926:147).
The body can vary in color from cream to bright yellow. The distinctive
surface treatment involved several elements. The rich color involved the
admixture of manganese and sometimes umber to the glaze (Spargo 1926:171).
Each factory had its own particular formula. The glaze was variously applied
by dipping, brushing, sponging, or with a stick (Spargo 1926:171). Most
pieces show a mottling effect. The most common technique for applying the
glaze from 1847 through 1865 was by spattering or splashing it on with
a paddle (Spargo 1926:172). The particular worker who was responsible for
applying the glaze produced a unique effect satisfying his/her own aesthetic
interests. The consequence is that while there may be patterns to the glaze
at the level of the artisan, the factory, or perhaps the region, no two
pieces of Rockingham or Bennington are exactly alike. This form was most
popular from 1840 to 1900.
The last form of yellowware is often referred to
as
annular
ware. It has a glazed surface decorated with bands or rings of white,
blue, black, or brown. Occasionally, impressed
patterns circle the vessel. Sometimes also, within wide, colored bands,
there are vine-like patterns circling the exterior of the vessel. This
distinctive treatment is called mocha.
The colors of the band can be pink, blue, or green, but brown and black
are most common (Sonderman 1979:92). Annular decoration was produced by
American potters from 1840 to 1900 (Ramsay 1939:149).
A regional manufacturer of yellowware was located
in Peoria, Illinois. One of the major factories in Bennington had been
that of Norton and Fenton. In 1858 it closed its doors. In 1859, Mr. Fenton
and his superintendent, Decius W. Clark, opened the Peoria Pottery in Peoria
(Barber 1901:175). For several years these yellowwares, as well as whiteware
and stoneware, were produced. Jugs, teapots, and pitchers were common forms.
Not enough is known of these products to be able to differentiate them
from those of other manufacturers, but it suggests an interesting area
for future investigation.
4. Creamware-Like early faience, creamware has
not been archaeologically recovered from the upper Sangamon. The soft,
cream colored body was first developed sometime after 1750 by English potters,
notably Josiah Wedgwood. By 1767 he was producing a form called "Queen's
ware" (Hume 1972:219) with a yellow lead glaze (in crevices it appears
yellow or green). While some of the plates and dishes remained plain, edge
treatments were popular. Two molded edge patterns were common: feather
edged, with a rim designed like a frond and shell edged, with its cockle
shell-like rim and attendant blue, green, or red underglaze paint.
Hume (1978:124-128) suggests that creamware dates
from 1760 to 1820. Only small quantities of it have been recovered from
Illinois (Phillippe 1981:39). While still under production today, after
1810 it became less common. With the measurable presence of Euro-Americans
in the Upper Sangamon Basin by 1820, creamware may yet be recovered.
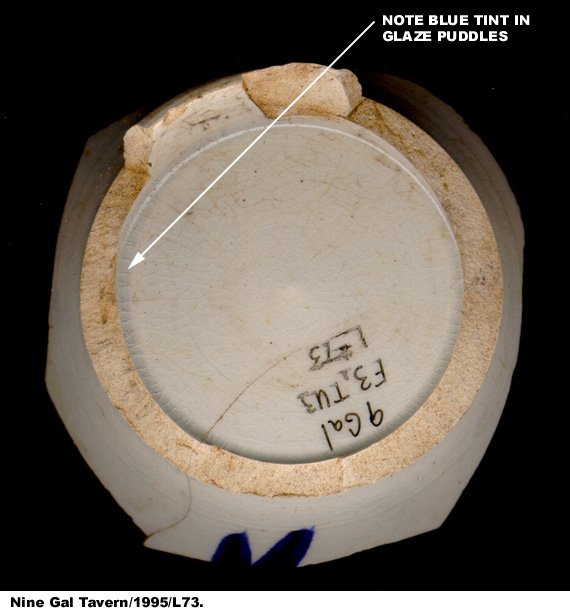
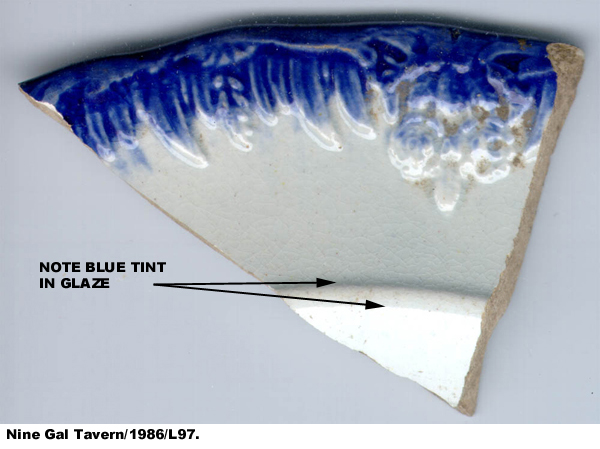
5. Pearlware-Josiah Wedgwood can also be credited
with innovating pearlware in 1779 and affixing the appellation "pearl white"
(Hume 1972:232). It is frequently recovered from historic sites in Illinois
dating to the 1870's and is the earliest ceramic horizon commonly encountered
in the upper Sangamon valley. In its purest expressions, the body was harder
and whiter than creamware and had a glaze tinted blue by the addition of
cobalt (Sussman 1977:105). The blue tones in the glaze are best observed
in places where it puddles (1, 2), that is, in crevices under rims and handles and near foot rings. The visual
effect was to produce a vessel appearing whiter than creamware.
The identification of pearlware has proven to be
somewhat problematic for the archaeologist and others. Clearly, a commodity
variously labeled "blue and white ware," or "blue and green edge table
service" was being marketed in the United States in contradistinction to
creamware by 1790 (Hume 1972:235). Less clear, however, are the discrete
attributes that can be macroscopically identified on small sherds. Pearlware
represents a series of technological changes that were occurring in the
industry near the beginning of the nineteenth century. At its inception,
pearlware was little more than the application of a blue tinted glaze,
rather than a yellow-green glaze, to cream colored fabric. By the end of
its production, the fabric had been significantly whitened and had glazes
ranging from deeply blue to almost colorless (Sussman 1977:105-106). The
evolutionary steps that were occurring in the hardness and color of both
the paste and glaze make it difficult to distinguish a nickel-sized body
sherd of pearlware from one of whiteware. Whiteware also has the white
fabric to which a blue-tinged glaze was often applied. Flow blue, discussed
under whiteware, is an example of a whiteware type, body sherds of which
will remain indistinguishable from all but the earliest pearlware. Even
dishes labeled ironstone by the manufacturer sometimes had the pearlware
glaze (Hanson and Hsu 1971:75). In the absence of other ware indicators,
blue toned, white bodied sherds will be classified as whiteware (cf. Phillippe
1981:44). As a conservative approach, this tends to push forward ceramic
based dates.
The most simple surface treatment of pearlware was
a plain body to which was applied the blue tinted glaze. McCorvie (1987:203) assigns it a median production value of 1805.
Very little pearlware was plain, the vast majority
was either molded in the many edge forms first seen on creamware or it
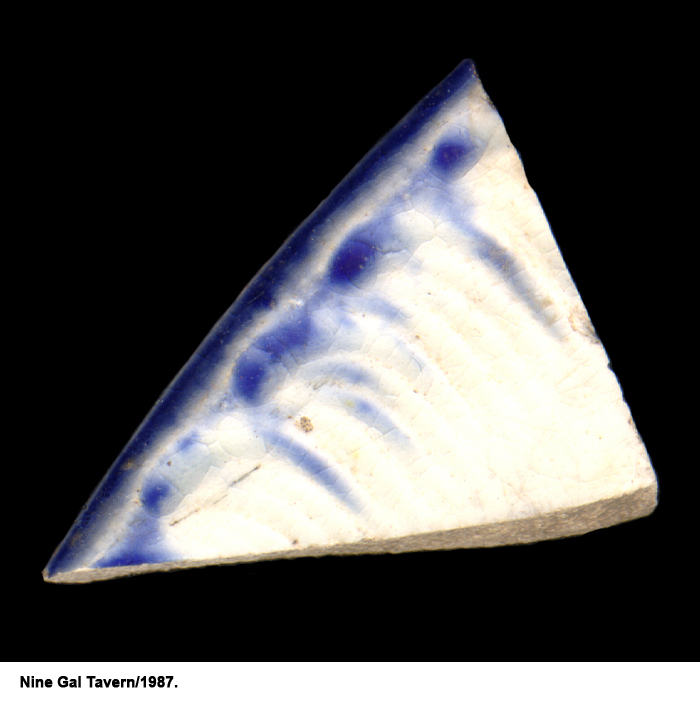
was painted or printed. By far the most common of the molded forms was
shell
edge with its blue or green underglaze paint (Sussman 1977:106). Table
1 presents temporal data on the several surface treatments (most pearlware
predates 1830). In its earliest expression, the shell edge displays a relief
of linear elements extending inward from a fancifully irregular margin.
Wedgwood interpreted this as a naturalistic expression of the cockle shell.
It is referred to by Miller (1987) as rococo. The most common color was
a gray toned blue (Sussman 1977:108). By 1810 the edges were more characteristically
straight with linear elements impressed and appearing in more abstract
form. The blue paint was by then a bright, purple-toned color (Sussman
1977:108). The "bud"
type with a scalloped edge was popular from 1813 to 1834. The same treatment
without scalloping dates 1840 to 1850. After 1830 the increasingly common
expression of shell edge is a surface treatment consisting only of the
blue or green painted band. This decoration was the terminal expression
of shell edge and is most frequently uncovered in post-1850 contexts.
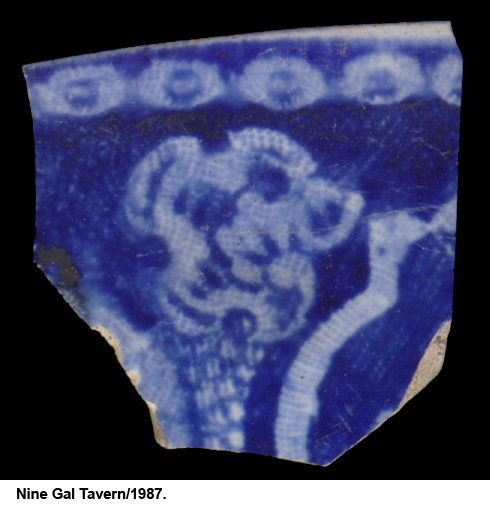
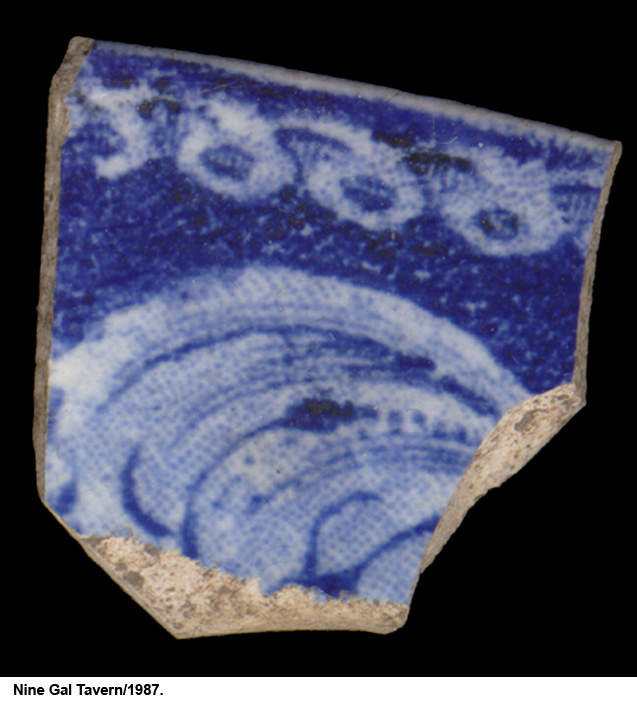
At the beginning of the nineteenth century, blue
underglaze hand painting (1a,
1b)
became another common surface treatment of pearlware. A wide variety of
patterns and designs were employed. McCorvie (1987:203) assigns it a median
production date of 1800. However, by the 1820's blue, and less commonly
black, underglaze transfer printing dominated production. There continued
to be tremendous variation in thematic motif. It has a median production
date of 1818 (McCorvie 1987:203).
The blue willow pattern, both hand painted and transfer
printed (1,
2),
was one of the more common motifs. In fact, blue willow has continued to
be produced and is pearlware's modern legacy. Its proletarian association
is the basis of the "blue plate special" colloquialism (Hume 1972:247).
The annular decorations discussed under yellowware
also appear as surface treatments on pearlware. Production may have originated
by 1800. It was displaced by whiteware between 1815 and 1830. McCorvie
(1987:203) assigns it a median production date of 1805.
Hume (1972:236) suggests that by 1810 pearlware had
become the common table ware of America. However, by 1820 it was being
supplanted by what we will call whiteware.
6. Whiteware -Whiteware is rendered of a stark
white body that is harder than pearlware. It is covered with a colorless
glaze. Whiteware was developed in England about 1810. By the 1830's it
had become the most familiar earthenware in America and remains common
through the present day. Surface treatments are myriad and are the subject
of a vast literature. Our discussion will be limited to those characteristics
that are temporally sensitive.
The types of surface decorations can be organized
into at least nine categories by employing the attributes of color, technique
of application, and underlying production technology. They are: (1) plain,
undecorated; (2) hand painted designs; (3) transfer printed designs; (4)
sponge ware; (5) annular; (6) luster and embossing; (7) decal ware; (8)
art ware; and (9) fiesta ware.
Plain, undecorated whiteware (1),
often with a molded rim (1,
2,
3)
is common after 1820. It was the cheapest form of table service and was
found in most households by 1840. It enjoyed a long production and is recovered
from contexts that postdate 1930 (Esary 1982:186).
As with pearlware, hand painted treatments take a
wide variety of designs and patterns. Cobalt blue and black are colors
familiar to the first quarter of the nineteenth century. Typically the
painting covered most of the vessel's face with little background white
showing. A sprig pattern in either monochromatic blues,
reds, or green or as a polychromatic form (
1, 2,
3,
4,
5,
6,
7)
employing combinations of these colors appears somewhat latter and intermittently
through the 1890's. Miller (1987) suggests that the polychromes were most
popular, if uncommon, from 1830 to 1850, while Esary (1982:185) considers
them to be latter at 1840-1860.
Shell edge treatments are continued on whiteware
from pearlware. Miller (1987) suggests at least seven themes. Their periods
of popularity, range of production, and mean dates are given on Table 1.
After 1830 (Esary 1982:185), whitewares are the more common vehicle.
| Table 1. Temporal Data For Shell Edge Treatments on Pearlware and Whiteware (after Miller [1987]). | |||
|---|---|---|---|
| Types | Maximum Popularity | Median | Production Range |
| Rococo | 1788-1812 | 1800 | 1780-1820 |
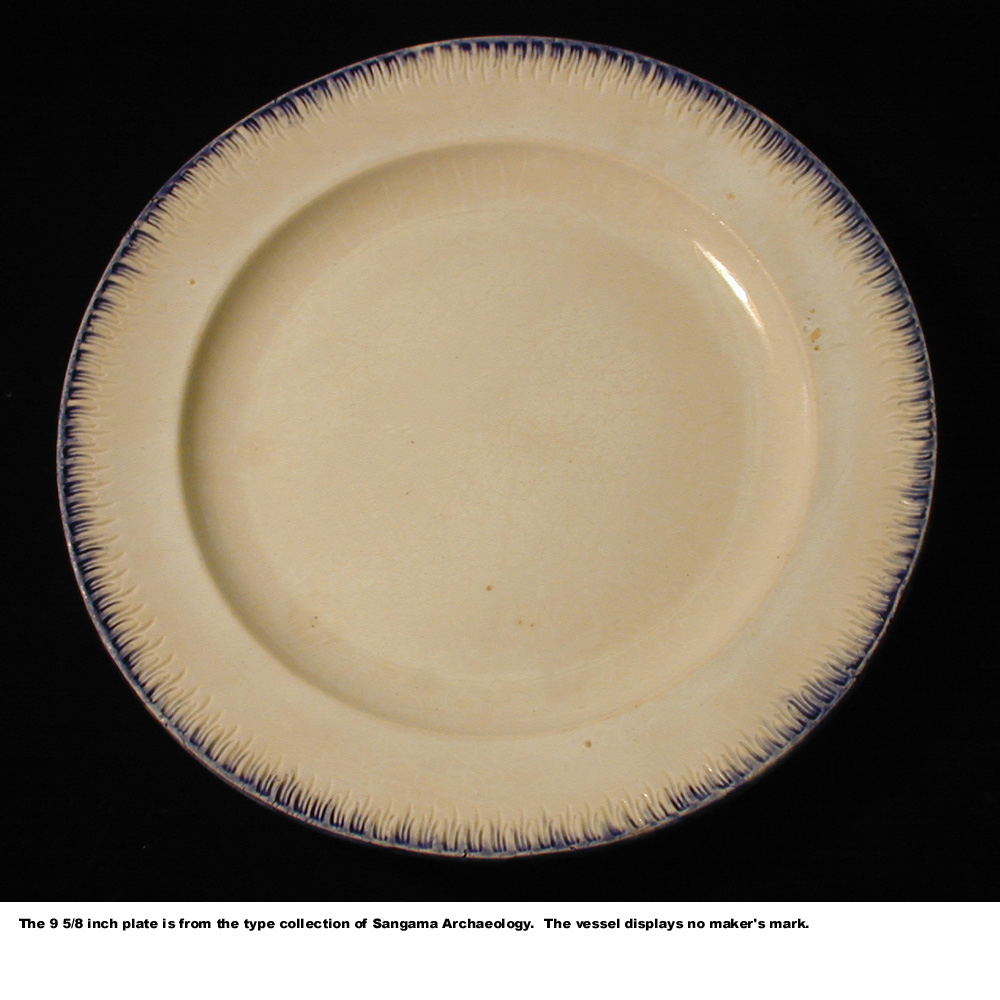
| Scalloped rim, impressed curved lines ( 1, 2) | 1802-1832 | 1817 | 1795-1845 |
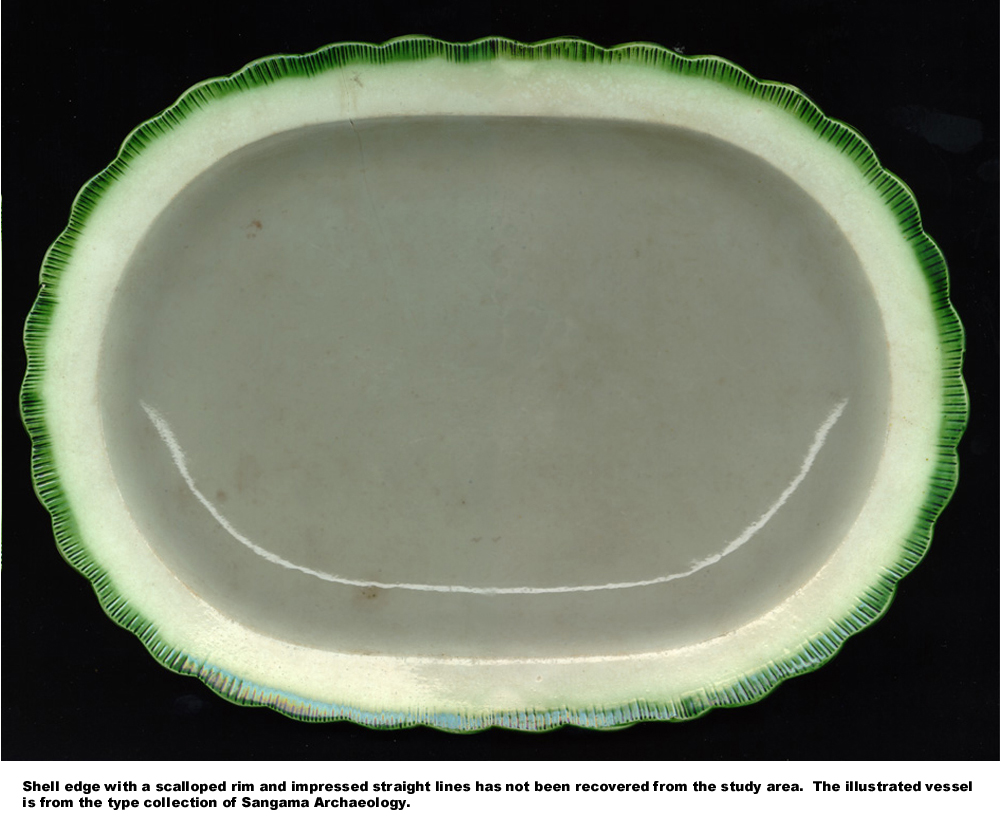
| Scalloped rim, impressed straight lines (1) | 1809-1831 | 1820 | 1795-1840 |
| Scalloped rim, impressed bud (1) | 1813-1834 | 1823 | 1800-1850 |
| Embossed (raised) patterns ( 1, 2, 3, 4, 5 ) | 1823-1835 | 1829 | 1820-1845 |
| Unscalloped, impressed rim (1, 2, 3) | 1841-1857 | 1849 | 1825-1891 |
| Unscalloped, unmolded ( 1) | 1874-1884 | 1879 | 1850-1897 |
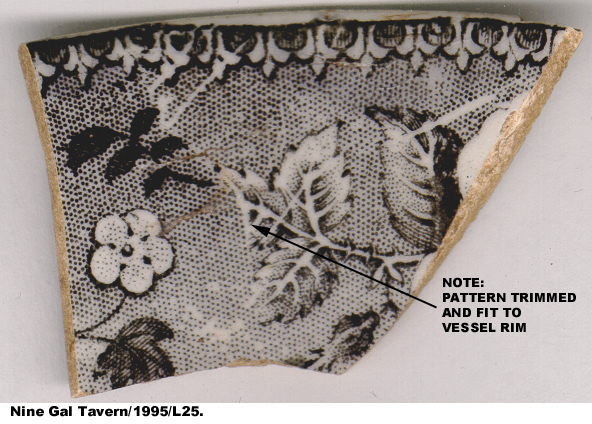
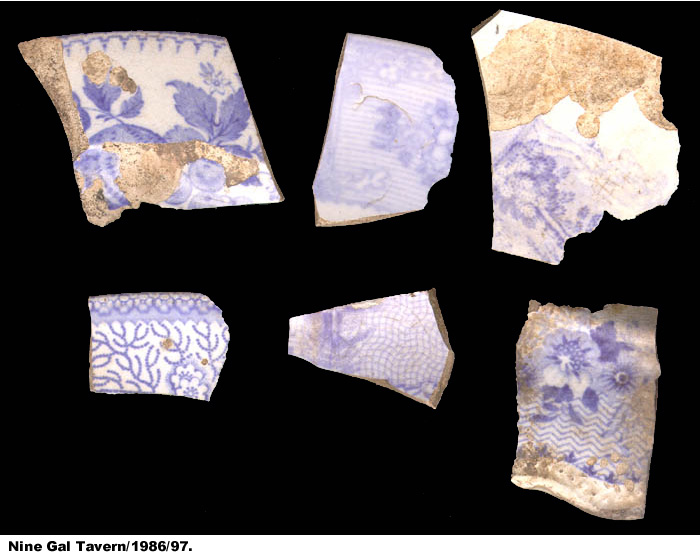
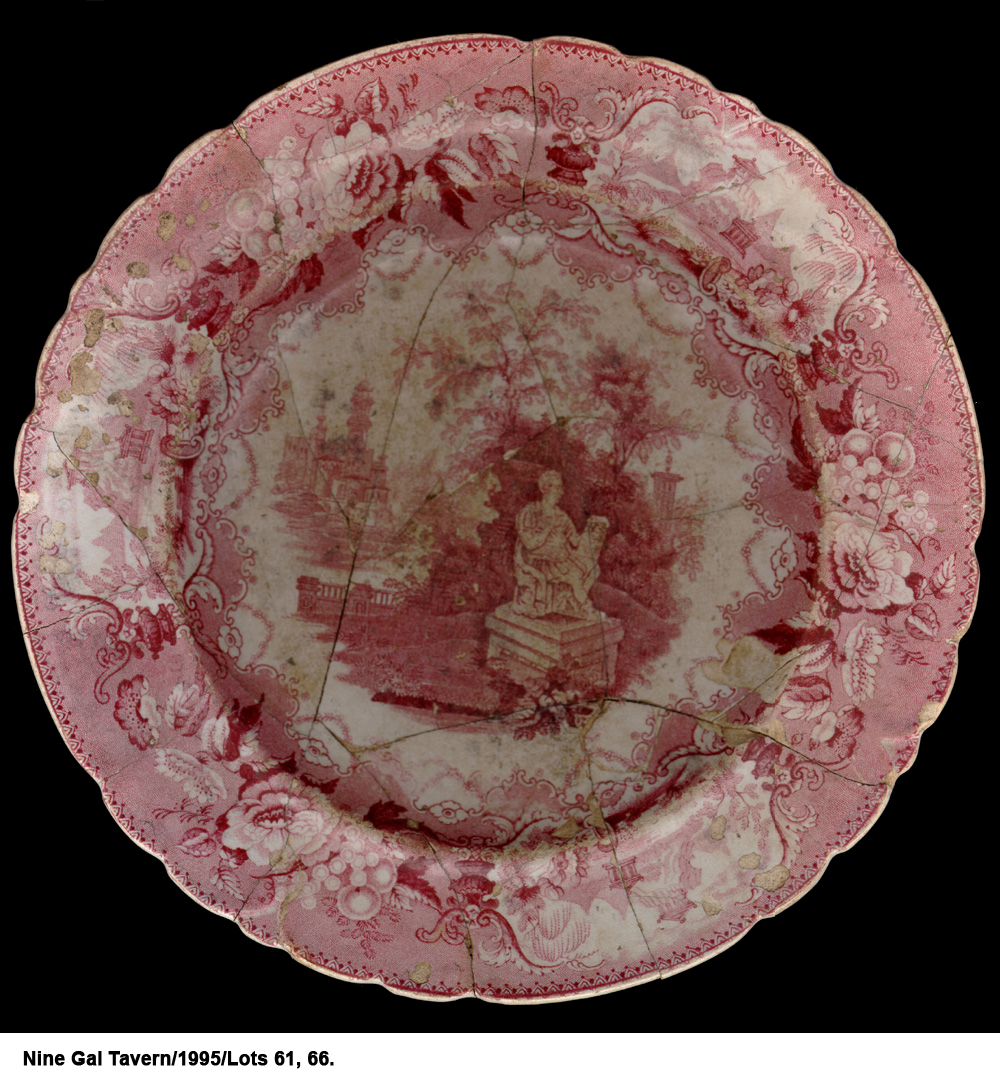
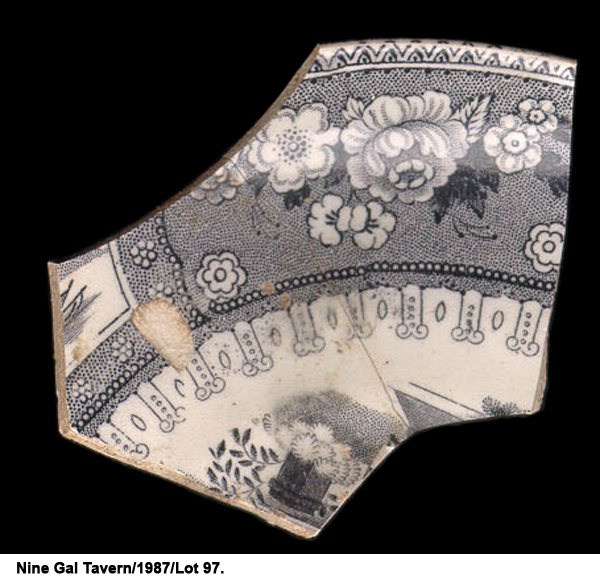
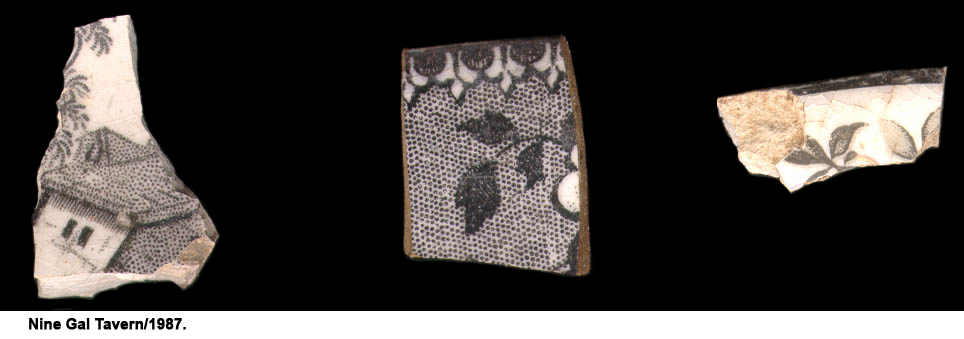
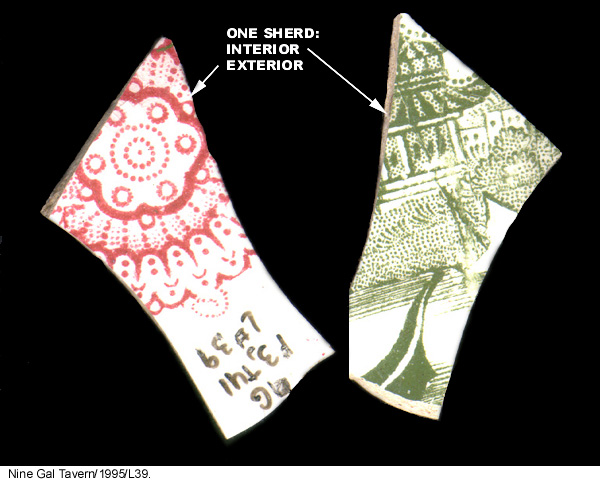
In many ways the whiteware with underglaze transfer printing was the most conspicuous surface treatment of the middle half of the nineteenth century. Vast quantities of it was manufactured for the American market by the Staffordshire potteries of England. In 1773 Wedgwood initiated the art of transfer printing in Staffordshire. A remarkable example of early British industrial capitalism, the five-by-ten mile Staffordshire District reached its apex in 1829 with more than 50,000 pottery workers. It had declined significantly by 1837. Lung diseases and lead poisoning were plentiful among the workers with thirty percent dying by age fifteen and ninety percent by age forty-five (Gurujal 1988:14). The pottery works displayed high levels of economic specialization both internally and externally. Internal specializations involved differentiations such as women being employed as "transferrers" (Gurujal 1988:15). A highly responsible job, it required fitting the pattern (1, 2) to the vessel and applying the maker's mark. External specialization is illustrated by the separate industry that designed and fabricated the printing plates used in the transfer process. Within this industry, companies not only frequently copied each others patterns but would sell the same design to different potters (Gurujal 1988:16).
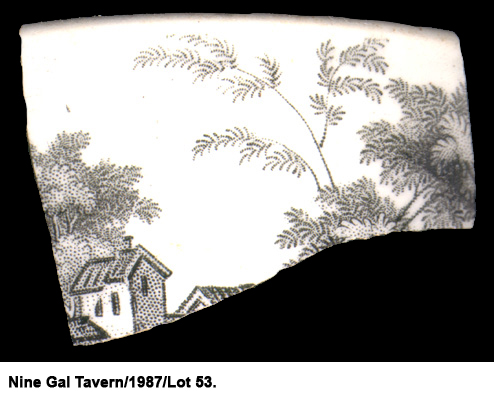
The technique involved in the transfer printing process underwent a change in the first twenty years of the nineteenth century (Gurujal 1988:14). In general, transfer printing involved engraving a copper plate with the desired design. The design, with pigment, was then printed on paper and the paper was used to transfer the pattern to the ceramic. The early technology involved the use of rather thick paper that produced designs with heavy lines. After 1803 and the introduction of tissue paper, graduated shadings and fine lines were made possible. Another technique popular in the early nineteenth century did not use paper at all. Referred to as the bat process, the transfer of the design was achieved with the use of oil and a sheet of glue known as a bat. Characteristic of this procedure was the stippled engravings of the plate with minute dots rather than lines.
The patterns employed by different potters can sometimes be identified by using border patterns and scenes. An excellent literature supports this work (see, for instance, Maguire [1988]; Laidacker [1951 and 1954]; Williams [1978], and Larsen [1975]).
The most temporally sensitive property of transfer ware used by archaeologists is color. Work by Miller (1987), Esary (1982:Appendix D), Sonderman (1979), McCorvie (1987), and others suggests the sequence and dates identified on Table 2. Some types such as the Green and Red polychrome were never very common.
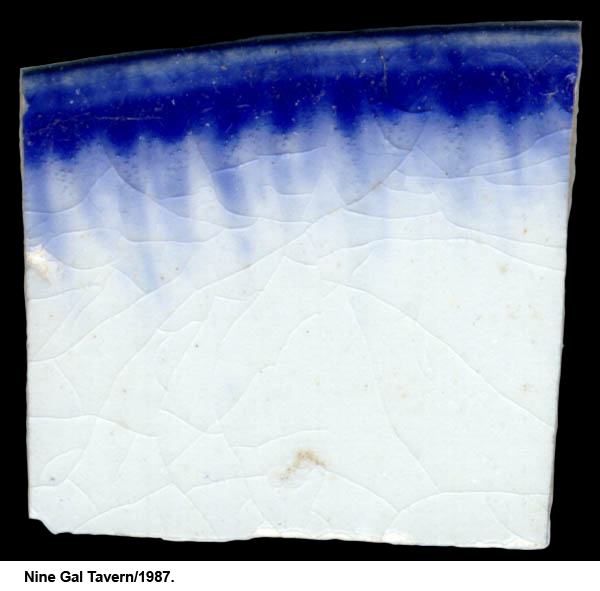
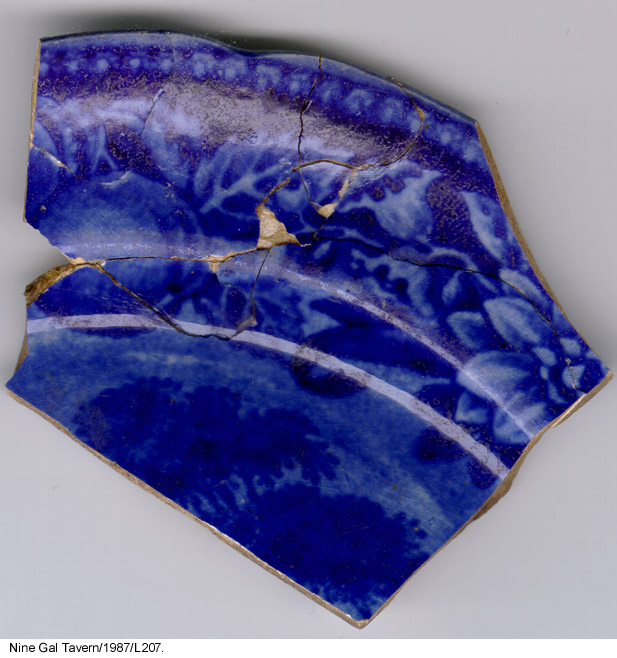
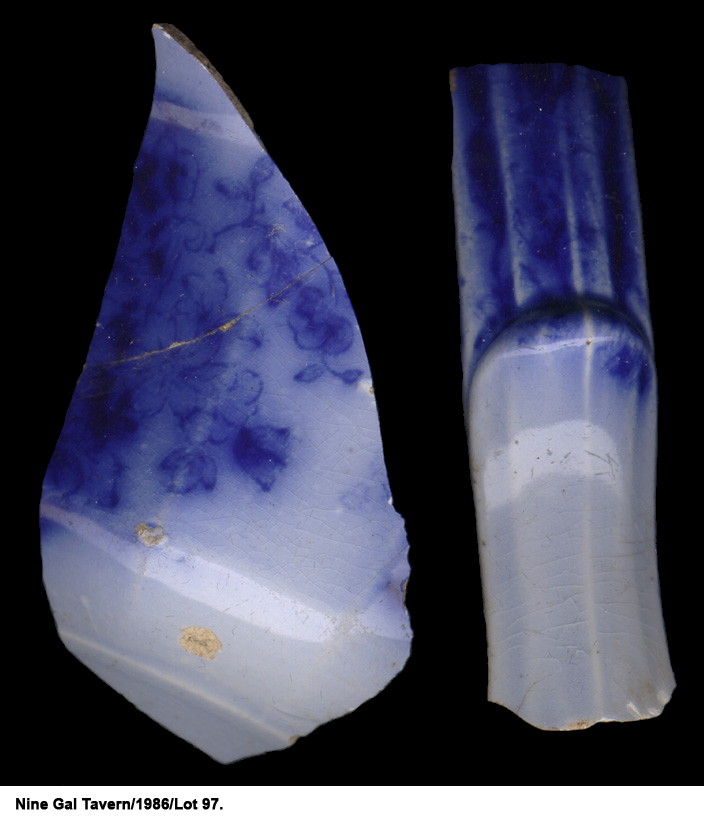
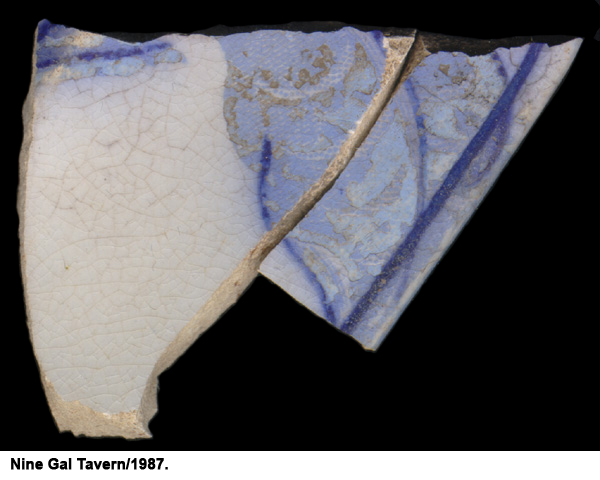
The surface effect on the flow types was produced by the addition of gaseous chemicals to the firing atmosphere thus permitting the ink to spread throughout the background. The Flowery Flow type often included molded patterns (1a, 1b,) on the rims and edges and overglaze applications of gold enamel. Note on Flow Blue
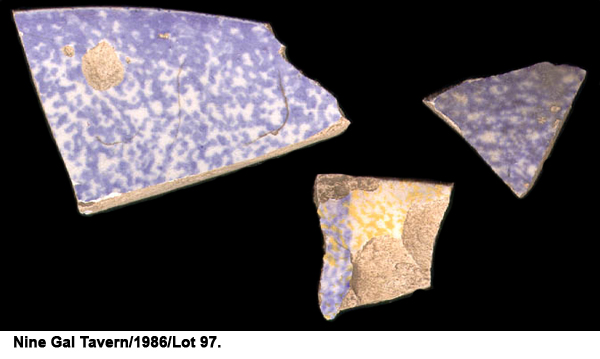
Sponge or spatter ware was a surface treatment in which a sponge was used to daub or spatter the paint on the vessel prior to glazing. Sometimes the entire vessel was covered and sometimes just the border. Colors included blue, green, red, yellow, brown, black, and polychrome. This product became common by 1830 and remained popular through 1860. Esarey (1982:186) assigns it a median ceramic date of 1850.
The forms of annular decoration (1,
2)
described under yellowware are also found on both pearlware and whiteware.
Between 1815 and 1830 whiteware displaced the pearlware. It was produced
until at least 1860 and has a median ceramic date of 1845 (Esarey 1982:186).
| Table 2. Temporal Data on Varying Colors of Transfer Printed Whiteware. Adapted from Miller (1987), Esary (1982), Sonderman (1979), and McCorvie (1987). | |||
|---|---|---|---|
| Type | Maximum Popularity | Production Range | Median |
| Dark Blue (1, 2a, 2b, 3, 4 ) | 1820-1830 | 1820-1860 | 1845 |
| Light Blue ( 1, 2) | 1827-1828 | 1826-1831 | 1829 |
| Blue and Painted | ---- | 1840-1860 | 1850 |
| Red (1, 2, 3 , 4, 5) | 1829-1839 | 1829-1850 | 1840 |
| Brown (1, 2) | 1829-1839 | 1829-1850 | 1840 |
| Green ( 1, 2) | 1829-1839 | 1829-1850 | 1840 |
| Black (1, 2, 3) | ---- | 1830-1850 | 1840 |
| Purple ( 1, 2) | 1829-1839 | 1829-1860 | 1845 |
| Purple and Painted | ---- | 1840-1860 | 1850 |
| Gray and Painted | ---- | 1840-1860 | 1850 |
| Red and Green (1) | 1832-1838 | ---- | 1835 |
| Scenic Flow (Blue or Black) (1, 2, 3, 4a, 4b ) | 1840-1849 | 1840-1860 | 1850 |
| Flowery Flow (1a, 1b) | 1870-1879 | ---- | 1875 |
Decal ware was first introduced in 1890. It involved the application of a typically polychrome decal over the glaze. The decal can often be felt with a finger nail. It remained popular through the 1930's and is still commonly produced. A median ceramic date of 1910 (Esarey 1982:186) may be early.
The use of bands of luster as part of the edge treatment on plain or molded edge whiteware became increasingly common after 1890. It continued to be produced through the 1930's and has a median ceramic date 1910 (Esary 1982:186).
Art ware (1) was being consumed in a wide variety of forms by the turn of the twentieth century. Special luster glazes were common. Zimler (1987:9) assigns it a median ceramic date of 1920.
Fiesta ware (1) is the last type of whiteware we will discuss. With hard, bright underglaze monochromes, it became popular in the 1930's. It has a median ceramic value 1940 (Zilmer 1987:9).
Manufacturer's marks appear on some English whiteware from its initial introduction. The logo of the specific manufacture can, of course, assist in dating an object (Godden 1964). (Please see WEB Resources: English Potters and Potteries for some illustrations of on-line resources for the identification of manufacturers.) Beginning in 1842 Parliament allowed potters to register designs. From 1842 through 1883 the registered design mark took the form of a diamond (sometimes referred to as a "lozenge" in the trade literature). After 1883 the diamond mark was replaced by the use of the registered design number printed as a line of script. (Please see An Archaeological Guide to English Registry Marks and Numbers for a full discussion on how to decode the marks and assign dates.) In the States, the passage of the McKinley Tariff Act (October 1890) and its inauguration in 1891 required that all imported goods bear the name of their country of origin. Maker's marks displaying this information likely post-date this year. In England, the Companies Act 1860 allowed the corporate structure of the "Limited" company. The appearance of "Ltd" in the backstamp means that the vessel was produced sometime after 1860. The English Trade Marks Act 1862 provided the first protection for trade marks. The presence of "Trade Mark" in the potter's logo post-dates 1862. All of this said, the fact remains that most pottery in the American market prior to 1891 is unmarked.
An example of a regional producer of American transfer ware was the Indiana Pottery Company. A short-lived venture begun in 1836, it was operated by James Clews (Gurujal 1988:17). Unfortunately, no marker's mark was affixed to this line of products.
7. Ironstone - In 1813 Charles Mason of Staffordshire, England introduced a product he labeled "Patent Ironstone China." The so-called "ironstone" was destined to become quite popular among both commercial and domestic consumers. In 1842 James Edwards started shipping his variation of the ware to the American market. The success of his efforts led to the rapid appearance of many product lines in the U.S..
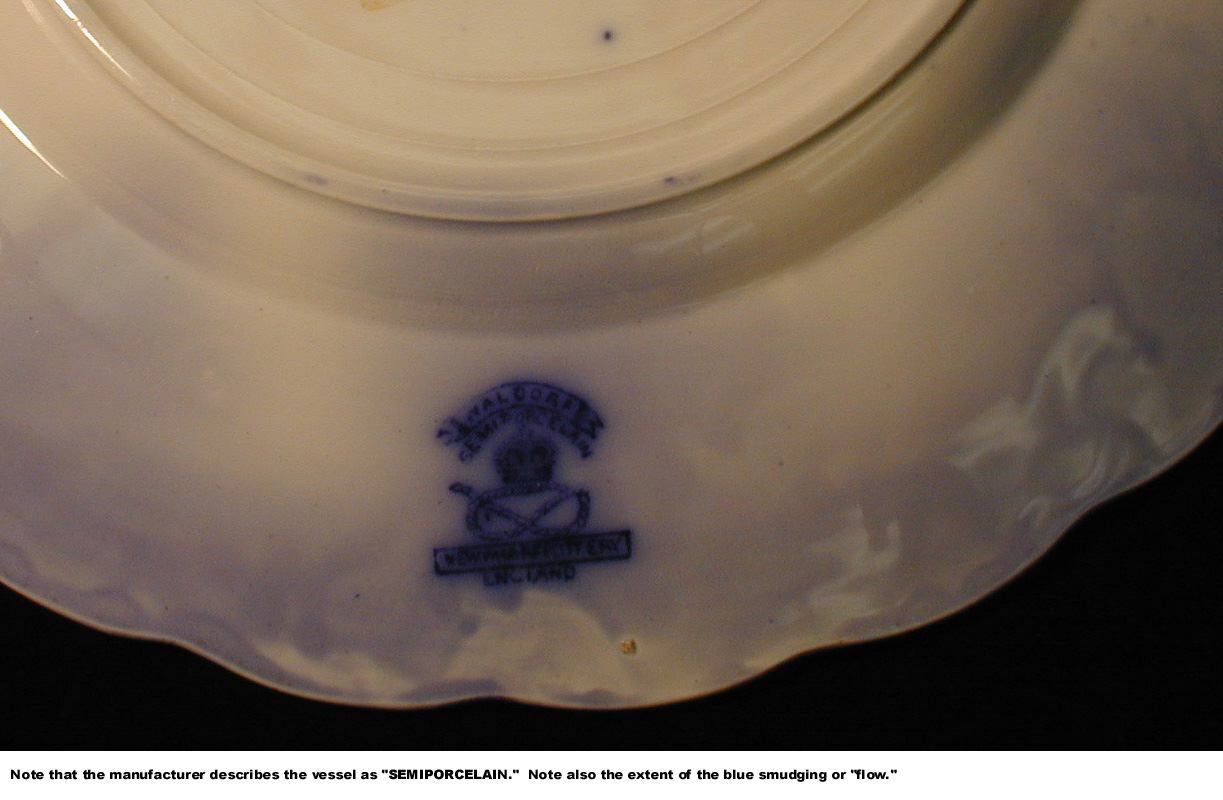
The generic formula for ironstone included clay, ironstone slag, flint and blue oxide of cobalt. The paste was touted as being harder and whiter than whiteware. Labeled Ironstone, Ironstone China (1), Royalstone China, Semiporcelain, Porcelain Opaque, Granite, Hotel China (1) and sundry, it was most popular on the farmsteads of the region in the last half of the nineteenth century.
Ironstone seems to have received all of the surface treatments (1) earlier identified for pearleware or whiteware. In so far as the popularity of those surface treatments transcend fabric type, the dates of the identified treatments apply equally to ironstone.
The distinctive stylistic expression of ironstone would be the emphasis on plain, unmolded (1) and plain, molded bodies and rims (1). As a simple, durable, bright white product it seems to have appealed greatly to the esthetics of the American consumer. The plain, unmolded forms were commonly available through the entire span of ironstone production and therefore are not very useful time markers (median ceramic date 1870). The molded forms broke with the earlier whiteware expressions with an emphasis on sharp angles rather than gentle curves. From the 1840's through the 1880's, hexagonal and octagonal body forms were popular (median ceramic date 1865).
Embossed motifs of plant elements became increasing popular after 1860 (median ceramic date 1880). The subjects selected for the designs were extremely varied and included such things as the leaves of oak, maple, grape, and ivy; elements and sprays of corn, wheat (1), oats, and hops; fruits like grapes, plums, peaches, pears, and berries; and flowers like clover, lilies of the valley, roses, daisies, and tulips.
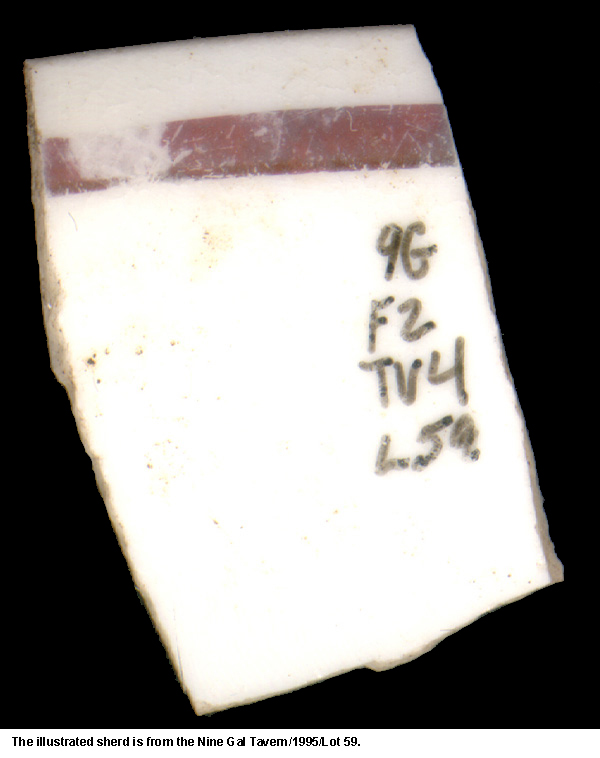
The other distinctive ironstone expression was a pattern of surface decoration referred to as tea leaf (1,
2). Incorporating a copper luster glaze, the design always had a tea leaf pattern in the center of the plate. A brown band of luster commonly surrounded the rim. The popularity of this pattern peaked during the 1860's and 1870's (Kovel 1973:15) but production continued well into the 1890's. The motif is assigned a median ceramic date of 1880.
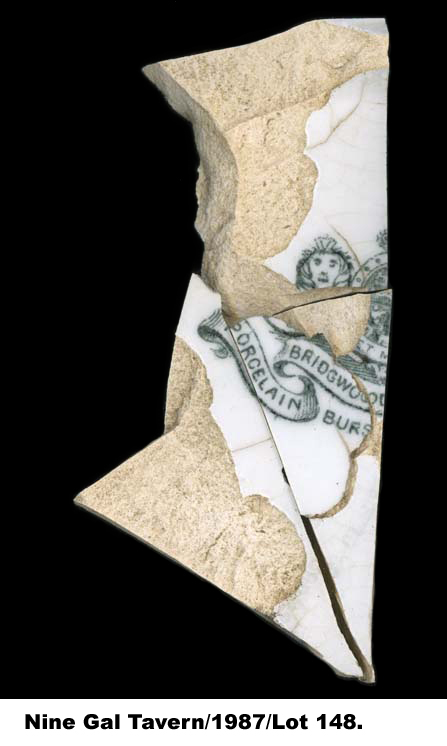
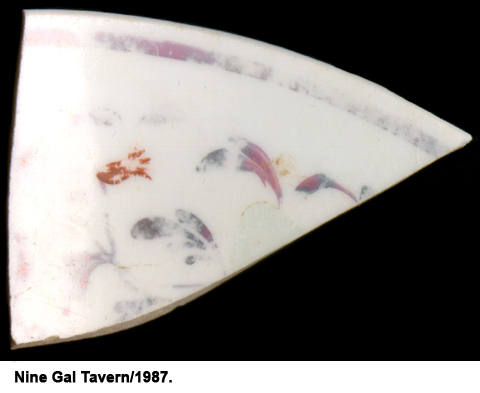
Differentiating plain, unmolded body sherds of whiteware from ironstone at the macroscopic level is extremely problematic. Even under 10x magnification little is revealed. Impressionistically, the ironstone bodies are commonly thicker, rather fine textured, and bluish white. Because of the higher firing temperatures of the ironstone, a more reliable technique may be the "tongue test." The ironstone fabric should be less sticky to the tongue than whiteware and more sticky then porcelain. Please be advised however that as I am writing this paragraph my tongue is "welded" to a basal sherd of an undecorated, white plate displaying the manufacturer's mark of Bridgwood and Clarke, Burslem (Statfordshire, England). They produced a line of ironstone marketed as "Porcelain Opaque," and this sherd is so labeled. The product has been recovered from pre-1861 contexts at both the Lincoln Home in Springfield, Illinois, and the Nine Gal Tavern Site (11CH541) near Mahomet, Illinois (Stelle 2006). Consequently, my advice can only be "Let the licker beware." However take comfort in the fact that plain, unmolded white colored wares were produced throughout the nineteenth century and well in to the twentieth. We have calculated a mean ceramic date of 1860 for the whiteware and 1870 for the ironstones. Consequently the accuracy of the analyst's interpretation of fabric type provides little help in the assignment of temporal properties.
B. Stoneware
Stoneware is the second basic ceramic type in our
system of classification. Fired at temperatures ranging from 1200 to 1390
degrees centigrade, it had an extremely hard and durable body. Fabric colors
include gray, buff, and yellow-reds. The typically thick walls were part
of heavy, utilitarian objects such as jugs, crocks, churns, pitchers, inkwells
and oil lamps. Stoneware was being produced in eastern North America by
the beginning of the eighteenth century and is still under limited production
(Greer 1981). Stoneware types were produced over long periods of time and
are relative insensitive horizon markers for the archaeologist. The variations
in surface treatments recognized in this study include the following types:
unglazed, plain; salt glaze; Albany slip; and Bristol.
1. Unglazed Plain - Plain, unglazed
stoneware (1)
is rare, most was at least partially glazed for decorative reasons or to
make cleaning easier. The surface of unglazed stoneware has a flat, mat-like
texture and is light-brown, cream, or gray in color. Even though still
produced, it has remained uncommon.
2. Salt Glazed - Salt glazing (1,
2)
was a simple technique. Common salt was thrown into the kiln as the object
was being fired. Vaporizing, it condensed on the ware as a very thin film
of glassy silicate. The distinctive surface is clear and shiny, but textured
like orange peel. The color of the vessel will reflect the amount of iron
present in the clay and the concentration of oxygen in the firing atmosphere.
In the most basic expression the interiors were left unglazed. Equally
common, however, were interiors treated with yellow-green lead or dark
brown Albany slip glazes. All three forms were popular throughout the nineteenth
century (Ramsay 1939:139-140), although salt glazed became less common
after the 1860's (Zilmer 1987:35).
3. Albany Slip - Albany slip was a
hard, chocolate brown glaze (1)
produced by natural clays. The clay was mixed as a watery slurry into which
the vessel was dipped. Familiar applications were to the interior only
(see Salt Glaze), the exterior only (or just part of the exterior, see
Bristol), or to both surfaces. The clay was first extracted from loci near
Albany, New York, but was widely produced in the Mid-west during the last
three-quarters of the nineteenth century. It became less common after 1910.
Zilmer (1987:35) suggests a terminal date of 1940.
4. Bristol - Bristol glaze (1,
2)
was prepared from commercially available ceramic chemicals that included
feldspars and zinc oxide. The visual effect was an off-white to white color with the texture of a thick enamel (hard and glossy). The body was always molded and, frequently, decorated. The decoration involved such things as capacity figures, makers' names, and, more rarely, complex designs. A familiar variation was a jug with Albany slip
down to the shoulders and Bristol glaze below. Bristol glaze stoneware
was first produced in Bristol, England, hence its name. It became increasingly
common after 1890 and replaces Albany slip in the twentieth century. The potteries at White Hall, Illinois, were familiar suppliers of this ware to the study area. The common forms of the product were as jars, crocks, and jugs (Mounce 1988). C. Porcelain
Porcelain is the most highly vitrified of the basic
paste types. In its original Chinese expression, it was made up of kaolin
and feldspar fired at temperatures between 1250 and 1400 degrees centigrade.
The resulting "hard paste" was translucent in thin-section and displayed
no difference between the body and the glaze. The Chinese porcelain was
always hand painted. European potters early attempted to imitate the quality
of this body by mixing in large quantities of ground glass. Vitrification
was achieved at a lower temperature and underglaze colors could be employed.
After 1800 a "soft paste" porcelain was introduced by English potters.
It contained a high proportion of calcium phosphate in the form of bone
ash and is consequently often referred to as "Bone China." The European
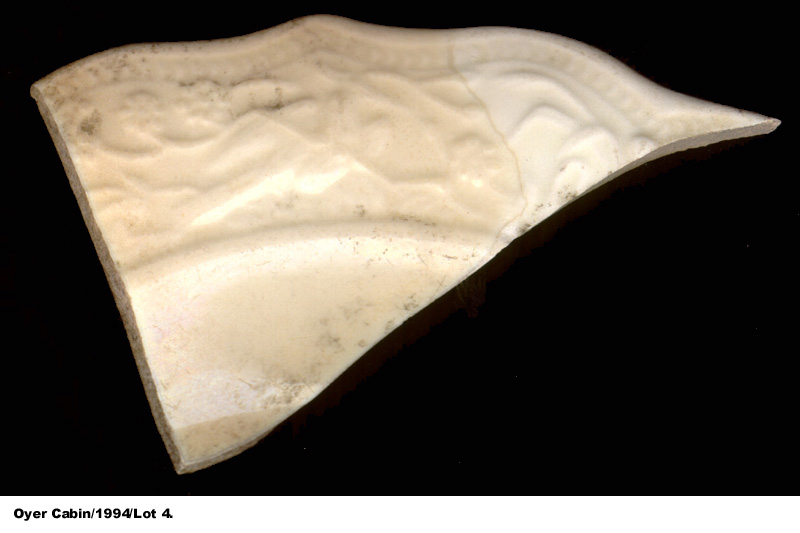
porcelain received many types of surface treatments including: plain
white, hand
painted underglaze, hand painted overglaze (1,
2a,
2b,
3,
4),
transfer printed, decal, and gilded. Porcelain was always a more expensive
ware and, consequently, uncommon. Unfortunately for the archaeologist it
proves difficult to date although the illustrated forms were from good
pre-1850 contexts.
Glass is a wonderful Old World invention that is formed of fused particles of silicon dioxide (quartz). It is one of the first European products to be found within the Upper Sangamon Basin. Initiated in America at Jamestown in 1608, glass production has undergone manifold technological changes in the last four hundred years. Consequently, glass can be employed by archaeologist in a useful sequence of horizon markers. The history of the evolving technology is the subject of an extensive, if frequently contradictory, literature. The major goal for archaeologists trying to classify glass has been to historically document the time frame for the technological attributes that are macroscopically available. This is the approach taken in this discussion.
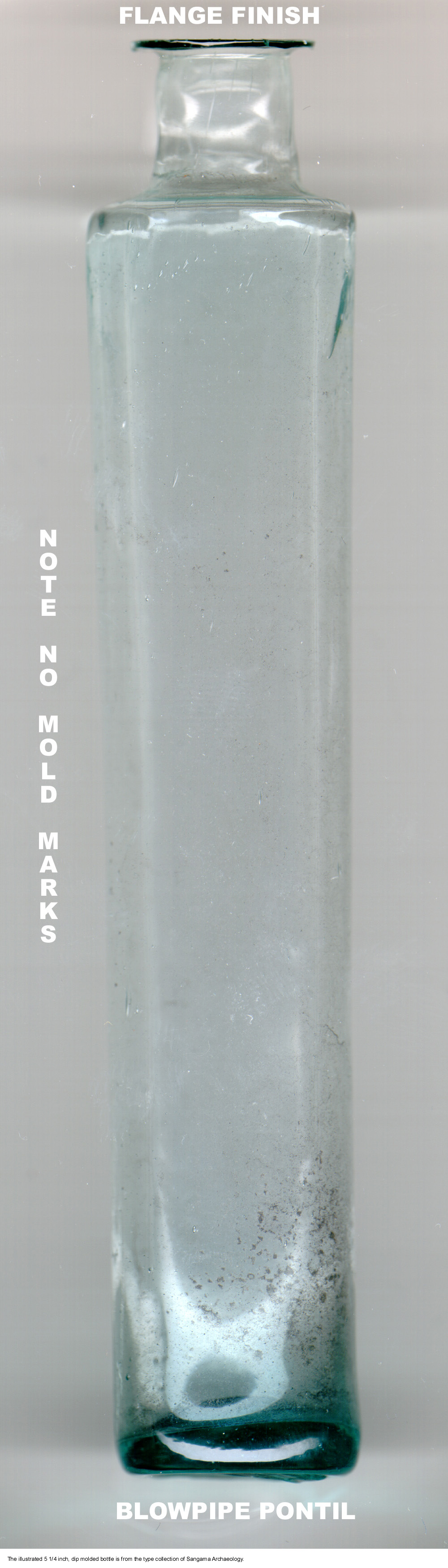
In its most basic expression, glass was rendered by mixing sand, pot ash, and lime in a ceramic crucible and then melting it to a viscous state labeled "metal." The firing occurred in a small, rectangular furnace fueled with wood (Fletcher 1976:12). To create containers, a craftsman then took up a small quantity of the metal on the end of an iron blowpipe (pontil). By blowing through the pipe a bubble was produced which could then be shaped by rolling or spinning. Blowing the metal into a mold, of course, transferred that form to the vessel and ameliorated this difficult step. When the proper shape was achieved, the parison, as it was called, was allowed to cool. After hardening sufficiently, the parison was removed from the blowpipe. The orifice of containers was finished by reheating the vessel, holding it with a pontil fused to the base. The neck, rim, and lip were then given their final configuration and the vessel was slowly cooled.
The first successful glass house in the United States (1739) was begun in Salem County, New Jersey, by Caspar Wistar. It only produced utilitarian vessels and windowpanes. The Wistar Glass Works initiated what has become known as the South Jersey tradition. Each object reflected the effort of an individual glassblower creating devices of his own design. The creation typically employed the use of applied glass and pattern molding as decorative elements. While the glass blowers exploited established European styles, they also innovated a distinctive configuration known as the "lily pad." In the lily pad composition, a hot mass of glass was applied to the base of the vessel. Elements of the hot glass were then pulled up around the sides of the vessel to form a series of naturalistic projections described as resembling the points of a leaf. The final result was that the vessel appeared to rest on a "lily pad." New Jersey sand sources generally produced aqua colored glass although a wide variety of glass colors were employed as part of the tradition.
The first glass to appear in the study area, however, was in the form of glass beads. Used as trade goods with Native Americans and as personal adornment, they were cheaply produced in a variety of different countries in hundreds of different shapes, sizes, and colors. The two major methods of bead manufacture are referred to as drawn and wire-wound (Brain 1979:97). Both technologies have been employed since the seventeenth century. Five types of glass beads have been recovered from a site near Arrowsmith dating from 1730 (Stelle 1988). Yet to be identified mid- to late-seventeenth century sites from the research area will likely yield more examples. They are commonly recovered from nineteenth century sites (1). The production of glass beads continues through the present.
The production of bottles, jars, and containers was the sector of the glass industry to undergo the most complex set of technological changes in the nineteenth century. Ronald Deiss (1981:91-96) presents an excellent summary of the visible attributes associated with these changes. Table 3 is adapted from his work and others. The attributes are organized into four major categories: formation process, finish, glass color and surface texture, and embossing and labeling.
Formation process refers to how the molten glass, or "metal," was shaped into its final form. At least nine techniques can be identified, but there are just three basic ways of shaping the object: free or off-hand blown; blown into a mold; and machine made.
All bottles were free hand blown until the 1830's when one step body molding first
made its appearance. The body of free blown vessels contain irregular and
lopsided air bubbles. Sometimes, as in the case of the pattern molded technique,
a one piece mold was used early in the production trajectory but the vessel
was completed by hand blowing. Consequently, no mold marks appear. The vast majority of free blown bottles display pontil marks where the blowpipe was attached to the bottom
of the vessel while the lip was being finished. This early form of empontilling left a rough, ragged ring of glass. After 1840 this production step was
achieved with a solid iron rod (improved pontil). The scar of the improved
pontil was a dark (iron oxide or carbon residue), circular depression on
the base. By 1860 the disfigurement of the body was eliminated altogether
with the introduction of the snap case technology. The snap case was a clamp that wrapped around the body of the vessel, thereby allowing the parison to be held in a much more labor efficient fashion. Early, or later applications of the technique to cheaply produced glass ware, will sometimes leave marks from the snap case on the body of the vessel.
| Table 3. Technological Attributes of Glass Containers and Their Associated Periods of Production (adapted from Deiss 1981:91-96). | ||||
|---|---|---|---|---|
| Attribute | Production Range | Median | ||
| A. Formation Process (Click on label to go to attribute description) | ||||
| Free hand blown | ||||
| Bottles, jars, etc | To 1835 | NA | ||
| Table, art, and specialty wares | To present | NA | ||
| South Jersey tableware | To 1860 | NA | ||
| Dip mold | ||||
| Bottles | To 1860 | NA | ||
| Bottles with seams | 1818 - 1860 | 1839 | ||
| Two piece mold - bottles | ||||
| With blowpipe pontil | 1818 - 1860 | 1839 | ||
| With improved pontil | 1840 - 1875 | 1858 | ||
| Snap case | 1860 - 1875 | 1868 | ||
| Three piece, dip bottom mold - bottles | ||||
| With blowpipe pontil | 1830 - 1860 | 1845 | ||
| With improved pontil | 1830 - 1875 | 1853 | ||
| Snap case (1) | 1860 - 1905 | 1883 | ||
| Three piece, plate bottom mold - bottles | ||||
| With blowpipe pontil (1) | 1858 - 1860 | 1859 | ||
| With improved pontil | 1858 - 1875 | 1867 | ||
| Snap case | 1860 - 1915 | 1888 | ||
| Turn/paste mold - bottles | 1880 - 1905 | 1893 | ||
| Fully automatic bottling machine - bottles | ||||
| With Owens scar | 1903 to present | NA | ||
| With v-shaped gob fed scar | 1917 to present | NA | ||
| B. Finish (Click on label to go to attribute description) | ||||
| Fire polished (1) | To 1855 | NA | ||
| Laid on ring | To 1845 | NA | ||
| Simple shaped | ||||
| Folded (1, 2) | To 1875 | NA | ||
| Flanged (1,2, 3) | To 1875 | NA | ||
| Applied-Tooled | ||||
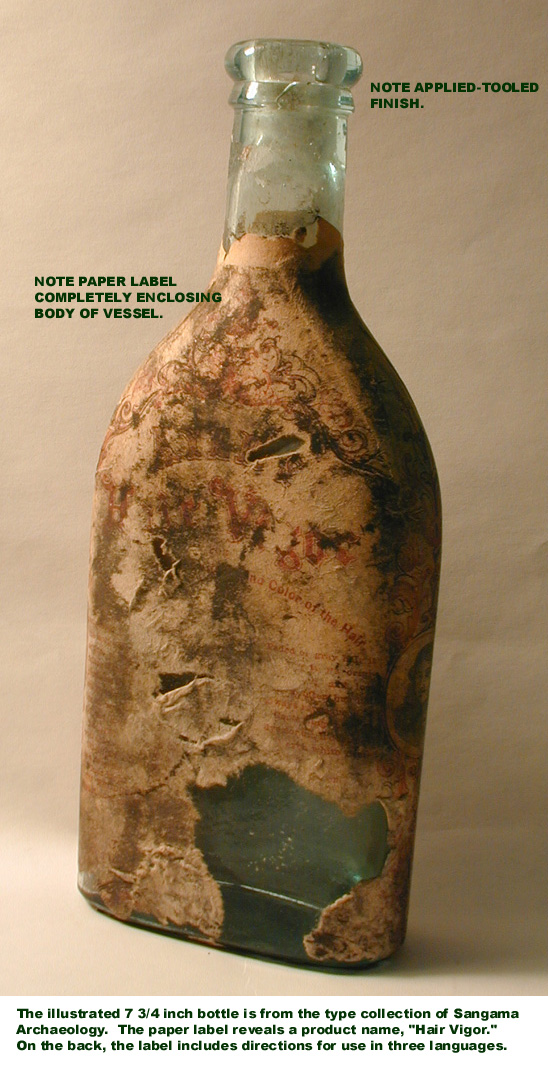
| Cork ( 1a , 1b , 2 , 3 ) | 1825 - 1875 | 1850 | ||
| Internal threads | 1860 - 1875 | 1868 | ||
| Codd/Internal glass marble ( 1 ) | 1872 - 1895 | 1884 | ||
| Roorbach/Internal ceramic marble | 1885 - 1895 | 1890 | ||
| Wire bail or Lightning | 1875 - 1895 | 1885 | ||
| Hutchinson | 1879 - 1895 | 1887 | ||
| Crown | 1892 - 1910 | 1901 | ||
| Ground rim | ||||
| Bust and grind, bottles | 1820 - 1870 | 1845 | ||
| With screw threads, jars (1) | 1858 - 1915 | 1887 | ||
| Improved-Tooled | ||||
| Cork ( 1 ) | 1875 - 1915 | 1895 | ||
| Wire bail or Lightning | 1875 - 1915 | 1895 | ||
| Hutchinson ( 1 ) | 1885 - 1915 | 1900 | ||
| Crown | 1905 - 1920 | 1913 | ||
| Machine made, bottles | ||||
| Cork ( 1 ) | 1903 - 1915 | 1909 | ||
| Crown | 1903 to present | NA | ||
| Wire bail or Lightning ( 1 ) | 1903 to present | NA | ||
| Lug | 1906 to present | NA | ||
| Screw threads - Nonstandardized | 1903 - 1920 | 1912 | ||
| Screw threads - Standardized (continuous thread) | 1919 to present | NA | ||
| C. Glass Color and Surface Texture (Click on label to go to attribute description) | ||||
| Flint or lead (clear) ( 1 ) | 1770 to present | NA | ||
| "Black" or opaque | To 1870 | NA | ||
| Soda-lime (moderately clear) | 1860 to present | NA | ||
| With purple, pink, or amethyst tint ( 1 ) | 1880 - 1918 | 1899 | ||
| With yellow tint | 1915 to present | NA | ||
| Opal (white) glass lid seals ( 1 ) | 1869 to present | NA | ||
| Surface texture | ||||
| Molded, hammered-metal effect ( 1 ) | To 1870 | NA | ||
| Chilled iron mold, smooth surface | 1870 to present | NA | ||
| D. Embossing and Labeling (Click on label to go to attribute description) | ||||
| Figural flasks ( 1 , 2 , 3 ) | 1830 - 1875 | 1853 | ||
| Gothic style embossing ( 1 ) | 1830 - 1875 | 1853 | ||
| Embossing on panels | 1867 - 1915 | 1891 | ||
| Slug plate (1, 2) | 1850 - 1915 | 1883 | ||
| Mason jars (1) | 1858 to present | NA | ||
| Embossed: "Poison" or skull and cross-bones | Post - 1870 | NA | ||
| Embossed: "Federal law prohibits sale or reuse of this bottle" | 1932 - 1964 | 1948 | ||
| Screen painted labeling | 1935 to present | NA | ||
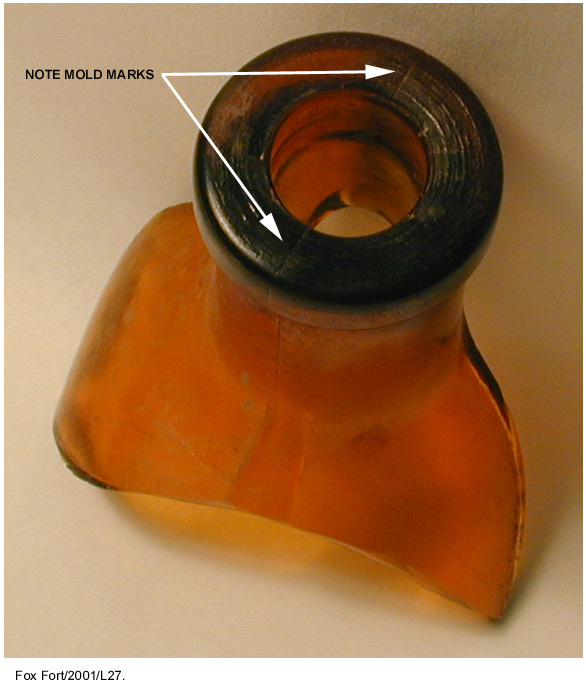
Molding represents a major technological breakthrough in terms of labor efficiency and the uniformity of the product. The development of the process was likely initiated as glass blowers experimented with molds as a way of producing special surface effects on their vessels. For instance, with pattern molding, the parison was initially shaped inside a mold that had been sculpted with diamonds, facets, circles, etc.. The mold would impart these designs to the body of the vessel. Typically the process was completed by removing the parison from the mold and blowing and spinning it in an off-hand fashion until the desired shape and size were achieved. The second step in the transition to molding involved the use of what are known as dip molds. In this circumstance, the size and shape of the parison was complete when it was removed from the mold. In the case of round bottles, the mold was simply a cylinder, open at one end, within which the glass blower blew his bubble. This application of the mold allowed for a new style of patterning - embossed product names and logos. The third step in the transition to fully automated molding was the use of molds consisting of multiple parts. This type of mold always left ridges or seams of glass where the sections of the mold joined together. The number of sections and their configuration determined the location of these lines. The exception to this rule is paste or turn molding. In this case, after the parison was molded, it was reheated and spun. While the goal of the technology was to remove the mold marks, horizontal "lines" will appear in the body of the vessel as a consequence of the turning. All three of the transitional steps to full automation required that the lips of the vessels be finished by hand or with special tools. Doing so involved reheating the area of the orifice. Consequently, bottles and jars produced by any of these techniques never display mold marks beyond the vessel's neck. A general rule of thumb is that the further up the neck of the vessel the mold marks extend, the more recent its production.
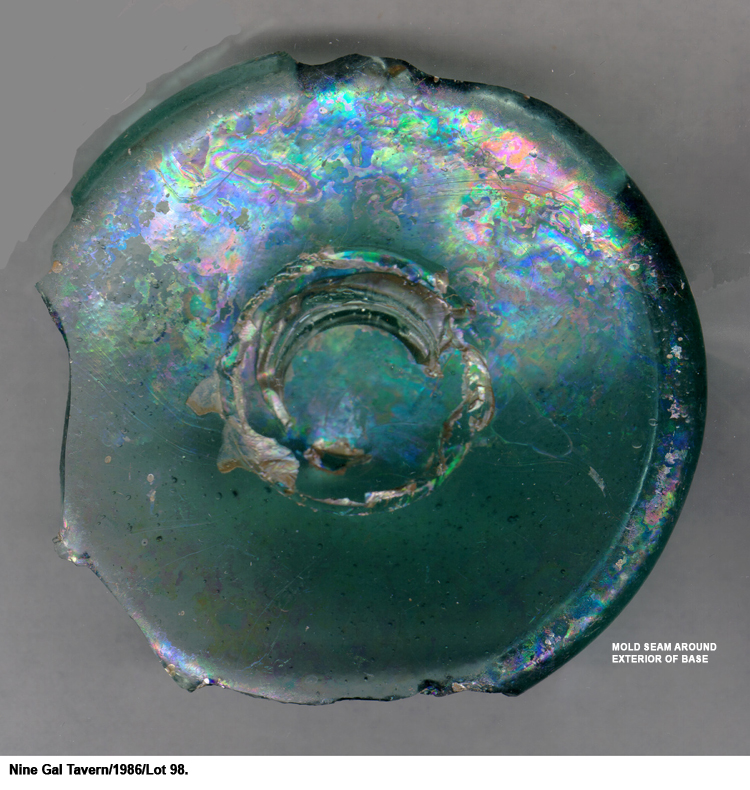
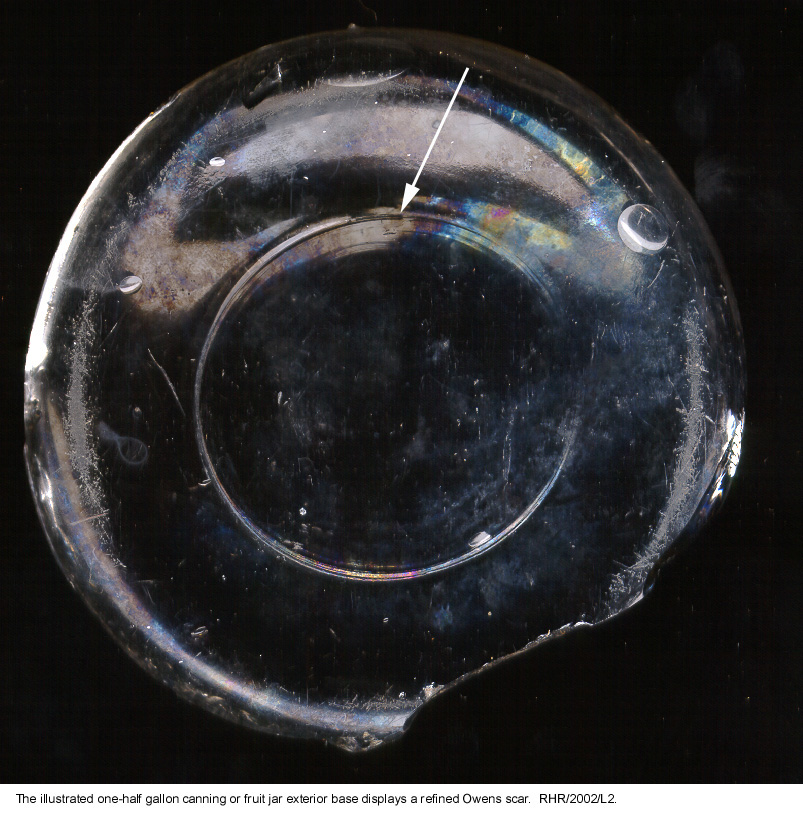
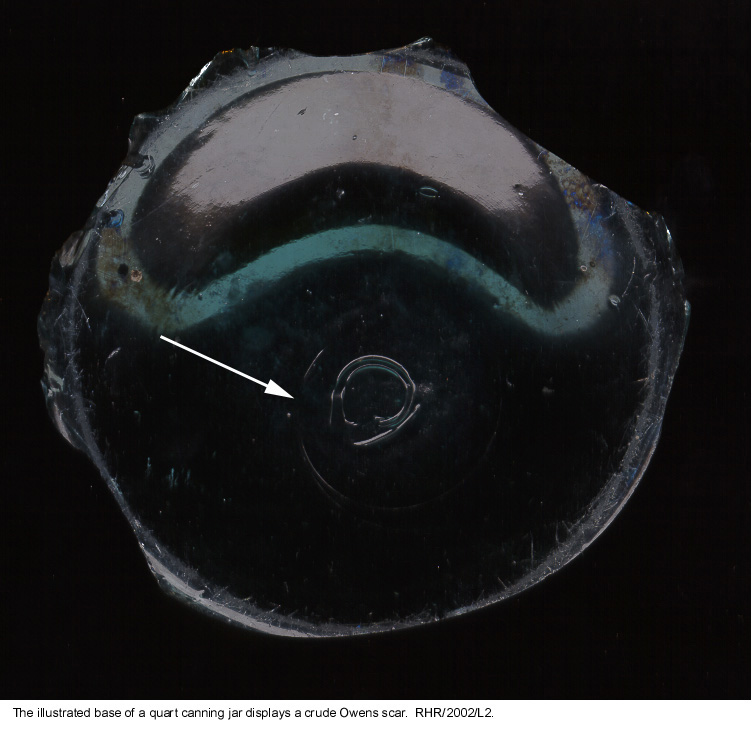
In 1903 a fully automatic bottling machine was invented by Michael Owens. It quickly came to dominate the industry. With it, the entire bottle was rendered in a mold. Mold marks extended completely up the side of the body and neck and on to the lip. The machine left a circular mark on the base of the vessel referred to as an Owens scar (1, 2). The margin of the mark is sometimes rather irregular. Some producers came to camouflage the ring with stippling or embossing.
B. Finish
Finish refers to how the mouth of the vessel is completed. Prior to the introduction of the automatic bottling machine this required one or more distinct production steps. At least seven different techniques can be discerned: fire polished, laid on ring, simple shaped, applied-tooled, ground rim, improved-tooled, and machine made.
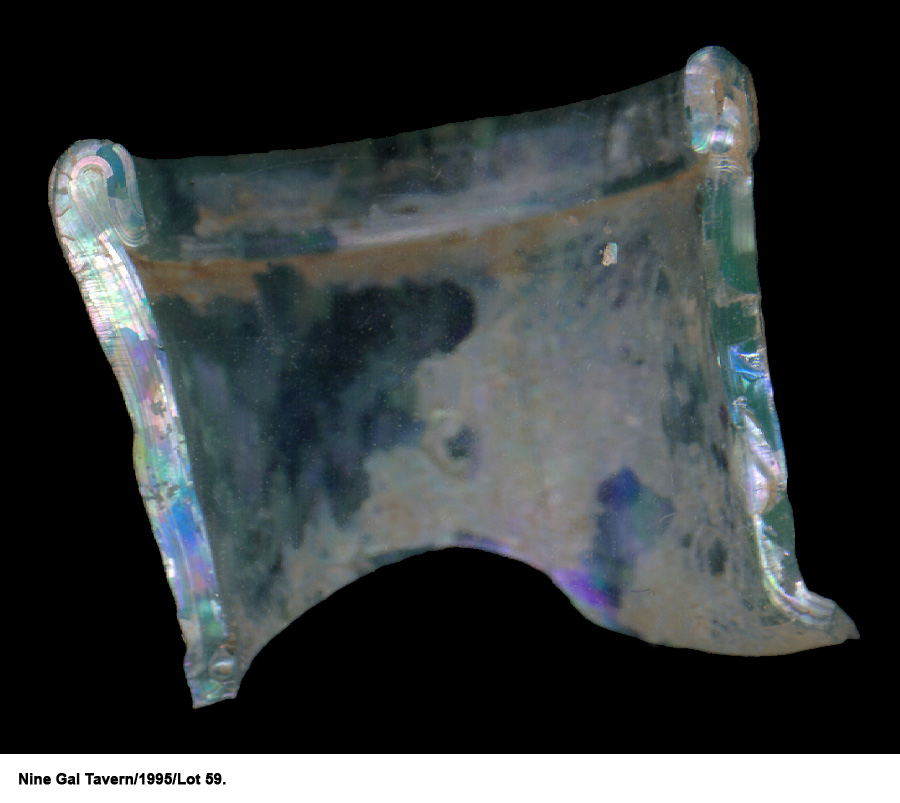
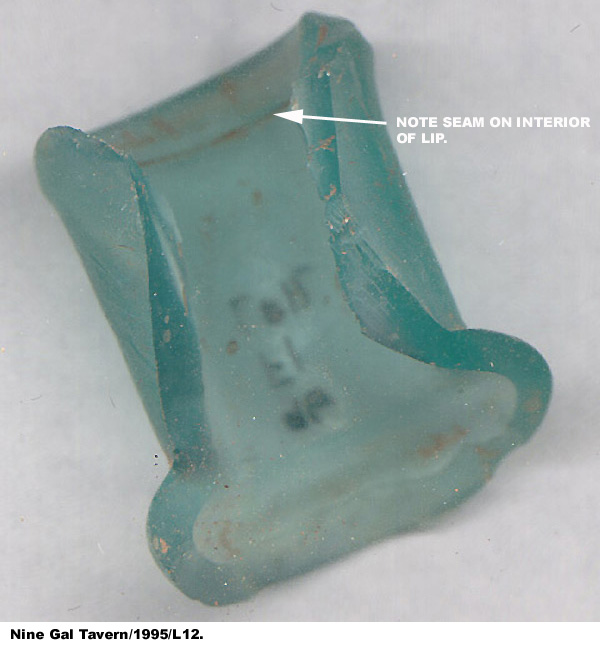
The fire polished finish simply involved reheating the mouth of the bottle and smoothing the lip. The laid on ring was a technique wherein a "string" of glass was wrapped around the mouth of the bottle. The simple shaped finish required reheating the orifice and then creating either a fold or a flange for the lip. The applied-tooled method involved reheating the orifice and applying an additional glob (or two) of glass. The glob was shaped by the tool and was annealed to the neck of the bottle. An examination of the throat of the vessel will, typically, reveal a seam where the two pieces of glass were joined or annealed. The ground rim procedure consisted of taking the cooled vessel and mechanically grinding the lip area to achieve the required flatness or squareness. The grinding resulted in a matte texture for the ground surface. The improved-tooled process eliminated the separate step of adding and annealing the glob of glass. The lip and body of the vessel are all of one piece and the finish tool is employed, essentially, for a final trim of the lip area. Finally, with machine made vessels, the finish is achieved in the molding process itself, thereby rendering unnecessary any additional steps in the production process. The mold mark lines will extend up and over the lip of the vessel. Detailed discussions of the marks left by these procedures can be found in Deiss (1981:21-24,49-51), McKearin and McKearin (1941:486), and Newman (1970:74).
These same sources provide a wealth of information on the estimated one thousand types of bottle stoppers that were being used when William Painter was issued a patent on the crown-cork seal in 1892. The dynamics precipitating changes in stopper design were the need for strength, pourability, tightness of the seal, and economy of production. In the present dicussion only a few will be described. These few left design elements or modifications on the glass and are hence potential horizon markers.
Cork stoppers are common to all types of finishes. They represent the generic form of stopper device. The interior neck was typically vertical although sometimes there is a slight sloping or V-shape. If the contents of the bottle were under pressure, as in champaigne, beer, or soda, then the cork could be cinched to the bottle with a piece of wire. Typically this would necessitate shaping the finish so as to provide some anchorage for the wire fastener. The applied "string" of glass around the neck of champagne bottles is an example of such an anchorage.
An uncommon form of stopper, but one that displays a distinctive modification to the throat of the vessel, involved the use of internal threads. As the label implies, threads extended down the throat of the bottle. The stopper was then screwed into the bottle top.
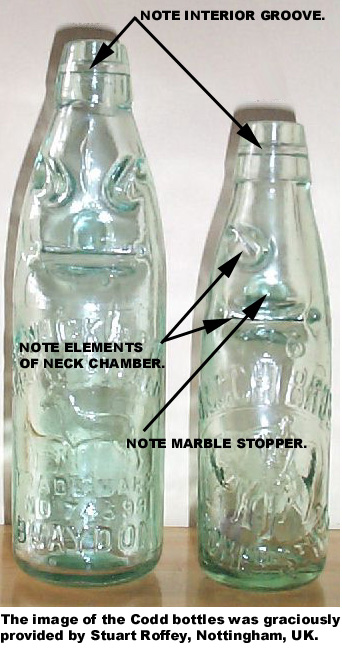
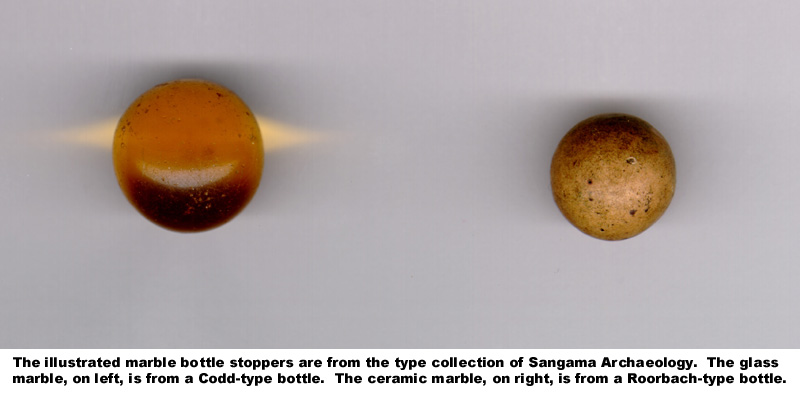
Codd style bottles ( 1 , 2 ) are readily identified by their use of an internal glass ball or marble as a stopper. The finish will always be applied and tooled. The Codd bottle was filled in an upside down position so that as soon the filling stopped, the ball, sinking to the bottom of the inverted bottle, seated against a rubber seal located in the interior of the vessel's throat. This rubber gasket was typically positioned in a distinctive lip or groove. The carbonation pressure inside the bottle would keep the marble in its seat. Opening the bottle required pressing it down. When the seal was broken, the marble would sink and be trapped in an additional distinctive structure of the glass of the neck, a neck chamber. Many of these bottles were likely broken by children attempting to acquire the marble. Many of the glass marbles so frequently recovered archaeologically from domestic sites were likely so secured. The plain ceramic marbles recovered from domestic sites likely had their origin in bottles manufactured under an 1885 patent by William L. Roorbach (U.S. Patent and Trademark Office 1885:323,737).
A wide variety of wire bail closures have been employed for capping bottles and jars. One that came to dominate the market in the latter portion of the nineteenth century was the Lightning stopper. In the vast majority of iterations, the wire bails were simply attached to the exterior of the bottle's top and give no evidence of their utilization at the level of the glass. An exception involved designs that anchored the bail in two holes or divots located on opposite sides of the bottle's top. These shallow holes functioned as both anchor and pivot points for the stopper. Otherwise, unless the wire bail closure is still attached to the vessel, they cannot be assigned to this category.
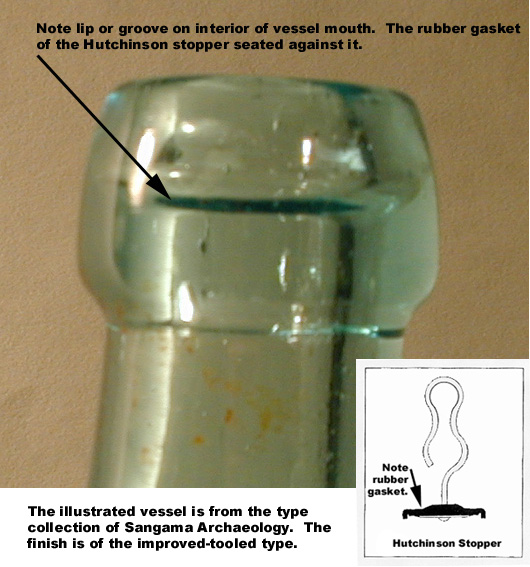
Vessel's employing the Hutchinson, or simply "Hutch," type closure represent another form that is often difficult for the archaeologist to deal with. Although likely quite common to household assemblages, the stopper will typically be separated from broken bottles. The stopper itself resembled a partially straightened paper clip that had a rubber rimmed disk attached to one end. The internal pressure created by the beer or soda that these closures were employed with, would keep the rubber gasket sealed against a lip or grove in the interior of the throat. When one opened the bottle by pushing down on the closure, a distinctive "pop" or whistling sound would be produced. This is the foundation of the American colloquialism, "soda pop." At the level of the glass, the interior lip or groove is diagnostic. It is sometimes difficult to distinguish Codd and applied, tooled Hutchinson bottles in the absence of the Codd's neck chamber.
The stopper that dominated the commercial beverage bottle industry through the twentieth century is the crown-cork closure. The crown stopper is, of course, still in production, although the cork seal has been replaced with plastic.
C. Glass Color and Surface Texture
Most bottles produced in the first half of the nineteenth century were of colored glass. The color typically derived from the natural impurities found in the sand from which the glass was being produced. The "black" or deep olive and brown colors resulted from the presence of iron oxide. If one wanted to hide the contents of the bottle, say wine sediments, then this was a natural choice. However, clear glass became increasingly desirable as the century progressed. Flint glass using lead as a clarifying agent was expensive and reserved for only the most preferred libations and table ware. In 1860 the soda-lime formula became available thereby allowing the cheap production of reasonably clear glass. Lead glass can be distinguished from soda-lime by applying a drop of hydrofluoric acid to the object. If lead is present the spot will be black, if soda-lime is present the spot will turn milky-white [Brown 1971:103]. (Author's Note: Be careful with the HF, however, it is very nasty stuff.) A safer alternative involves the use of an ultraviolet light: lead glass will appear blue-purple and soda-lime glass will emit green-yellow light. In 1880 manganese from German sources began to be used as a clarifying agent in the soda glass. It was, however, unstable in ultraviolet light and, consequently, turned a purplish hue with the passage of time. By 1915 selenium compounds were available for this same function. With the advent of World War I, English and American glass makers switched to its use exclusively. The selenium imparts a faint yellowish tint to the glass.
In the 1870's opal glass began to be used for the seals of Mason-type jars. Patented by Lewis Boyd in 1869, it serves as a useful horizon marker on all mid-nineteenth century farmsteads.
Surface textures underwent one major change during the nineteenth century. Free hand blown glass always has a smooth hard surface. For molded glass, the surface texture is a function of the type of mold being used. In 1870 the chilled iron mold was introduced. It was able to produce a smooth surface. Prior to this all fully molded objects display a surface appearance described as either "hammered metal" or "whittled."
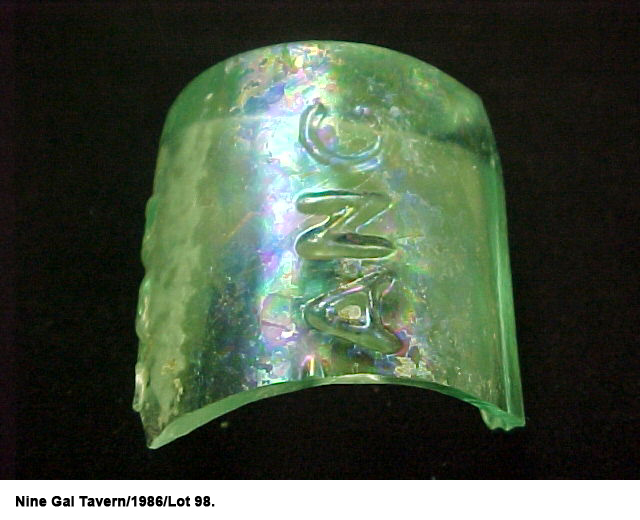
Embossing can occur on all mold produced wares. Distinct and temporally sensitive patterns are identified on Table 3. Figural flasks were popular half-pint, pint, and quart liquor containers from 1830 to 1875. They were embossed with a wide variety of designs, the most common element of which was the eagle. Stars, swirls, heads and faces, architectural elements, and lettering are also common. Embossing panels on proprietary bottles achieved much greater economy with the introduction of the plate mold or slug plate (1, 2) in 1850 (Newman 1970:74). Identified by the rounded or rectangular inset surrounding the embossing, it made possible the explosion in embossed labeling that characterized the craze for patent medicines (1860 to 1906). A proprietary container important to the investigation of nineteenth and twentieth century farmsteads was the jar patented in 1858 by John Mason (Lorrain 1968:40). All of these sites will yield Mason-type jars and their zinc lids. By 1870 a common industrial convention for bottles of poisonous fluids was to emboss them with the word "poison" or the skull and cross bones. The commercial interests of bottle manufactures in the United States received some protection between 1932 and 1964 by the requirement of the "federal law requires..." message.
Labeling was achieved in a variety of ways other than embossing. Stamping, etching, or glass appliques were early treatments. Paper labels became common by the middle of the nineteenth century. Screen painting was also used after 1935.
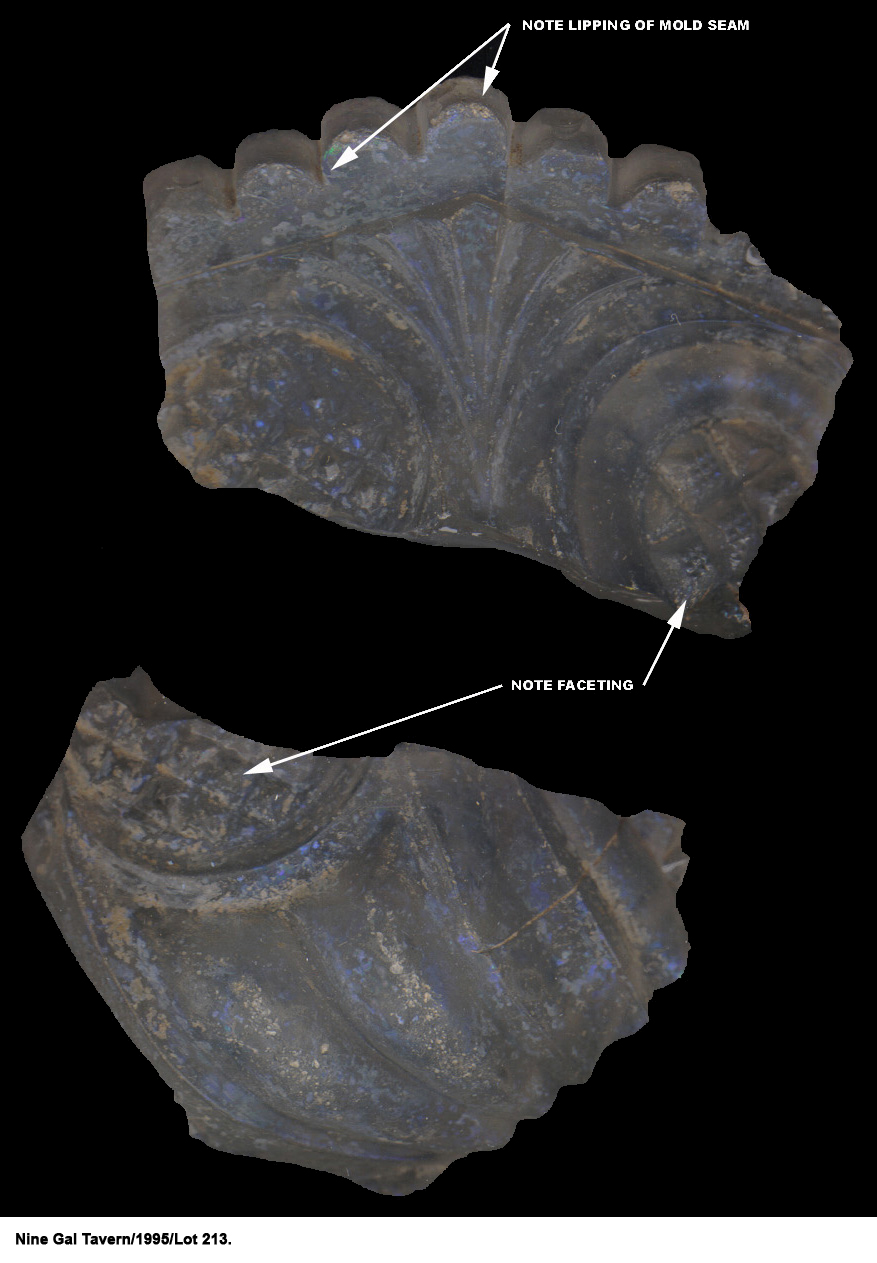
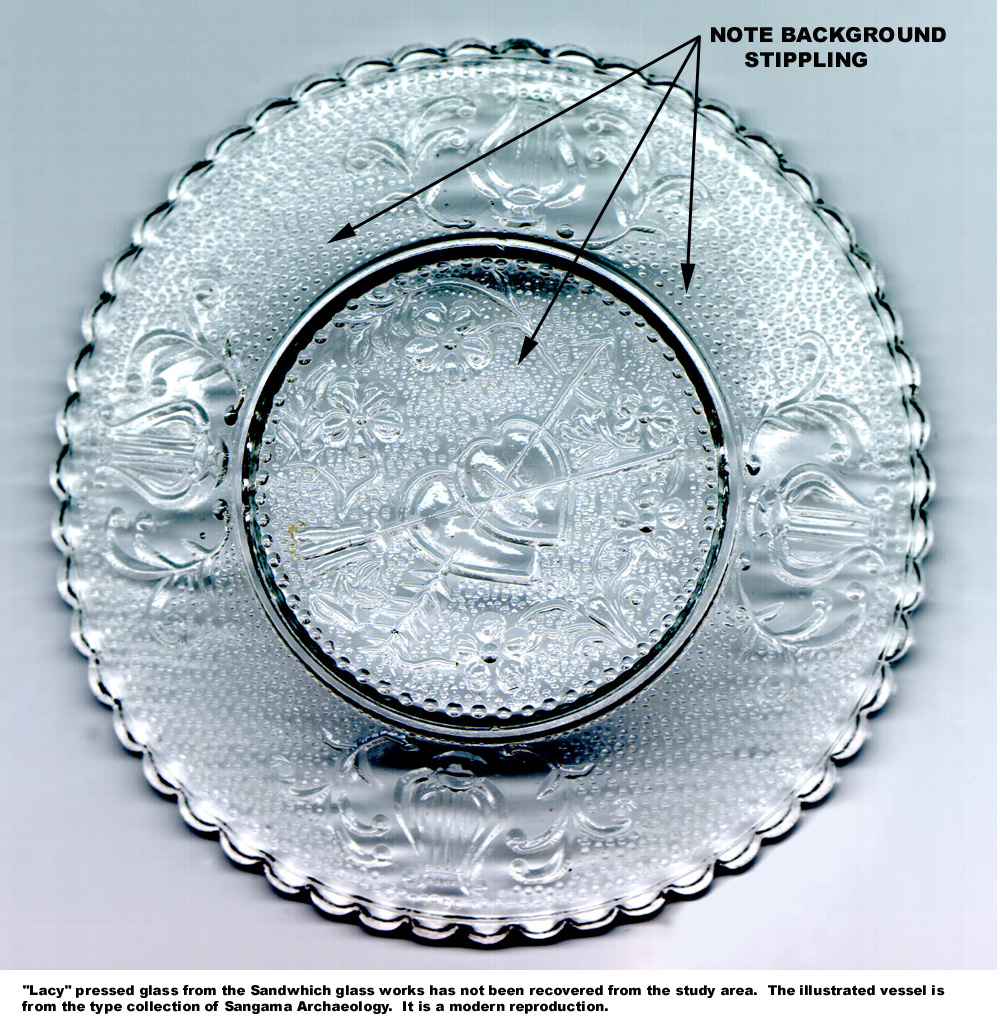
Table wares in the form of pressed glass are of interest to the archaeologist. Pressed glass was in most homes after 1845 (Lorrain 1968:38). The pressing machine was patented in 1827 and precipitated the production of large quantities of attractive and relatively inexpensive table ware. Its characteristic features are a smooth interior and an exterior with boldly impressed designs. The pressing machines employed three or four piece molds. Seam scars are present. Tightly scalloped rims on early pieces will display pronounced mold seams along the exterior of the lip. Prior to 1850 the common expressions were the "Lacy" patterns. They display dull exterior surface finishes with design backgrounds or design elements featuring heavy faceting (1) or stippling (1). The facets and stipples functioned to reflect light and render the glass brighter or more reflective. Some molded hollow ware from this period will show pontil marks ground off and polished. After 1850, the surfaces of the pressed glass were fire-polished, thereby eliminating the need for the faceting ( 1 ).
Another interesting form of table ware was Depression Glass. Colored red, green, yellow, and blue, and in a variety of pastel tints ( 1 ), the dishes were inexpensive and plentiful. Major production was between 1920 and 1940.
A last type of table ware is known as
Carnival Glass . A pressed glass vessel was given a coating of semi-transparent, metallic paint. The common form was as bowls or serving pieces. Like Depression Glass, it was inexpensive and widely consumed. Major production was 1900 through 1940 (Deiss 1981:86).
Window or flat glass is one of the most frequently
encountered types of glass on the sites of residential structures. In 1800
flat glass was being created using three methods: crown, cylinder, and
casting (Lorrain 1968:37). The crown technique, which involved spinning
the bubble of metal on the end of a pontil, allowing the disk to cool,
and then cutting out panes, pre-dates 1820. Its highly variable thickness
and curved distortion lines are diagnostic. The cylinder method persists
to 1920. With it the bubble was formed into a cylinder by swinging. After
removing the ends and cutting the bubble longitudinally, the glass was
reheated until it fell apart as a sheet of glass. It is much more uniform
in its thickness than crown glass and has straight distortion lines. Casting
was achieved by pouring the metal onto a sand covered surface where it
was rolled to the proper thickness. The pane was then ground and polished
to attain clarity. Glass so produced is labeled plate glass. Always expensive,
it is notable for its lack of distortion and its clarity. After 1903 and
the invention of the cylinder window glass machine (Deiss 1981:84), higher
quality and less expensive window glass became available. The complete
automation of production was realized in 1917 with the continuous sheet
process (Deiss 1981:85). Hand production had ended by 1920. While the several
technologies leave different production indices, the small size of the
sherds typically recovered from archaeological sites make type assignments
difficult.
Glass has many applications other than the ones we
have discussed. One useful horizon marker frequently encountered in the
study area are kerosene lamps and chimneys (1).
They are common after 1860. Milk bottles (1) appear in the 1880's. Edison's
first hand blown light bulbs begin production in 1879. And lastly, by the
close of the nineteenth century glass buttons are the dominant fabric closing
device.
Excellent discussions of the engineering and design elements of residential construction from the late eighteenth through the early twentieth century can be found in Elbert and Sculle (1982), Koos (1986), and Mansberger (1981). Two classes of structural artifacts other than flat glass have some utility in dating sites. They are nails and bricks.
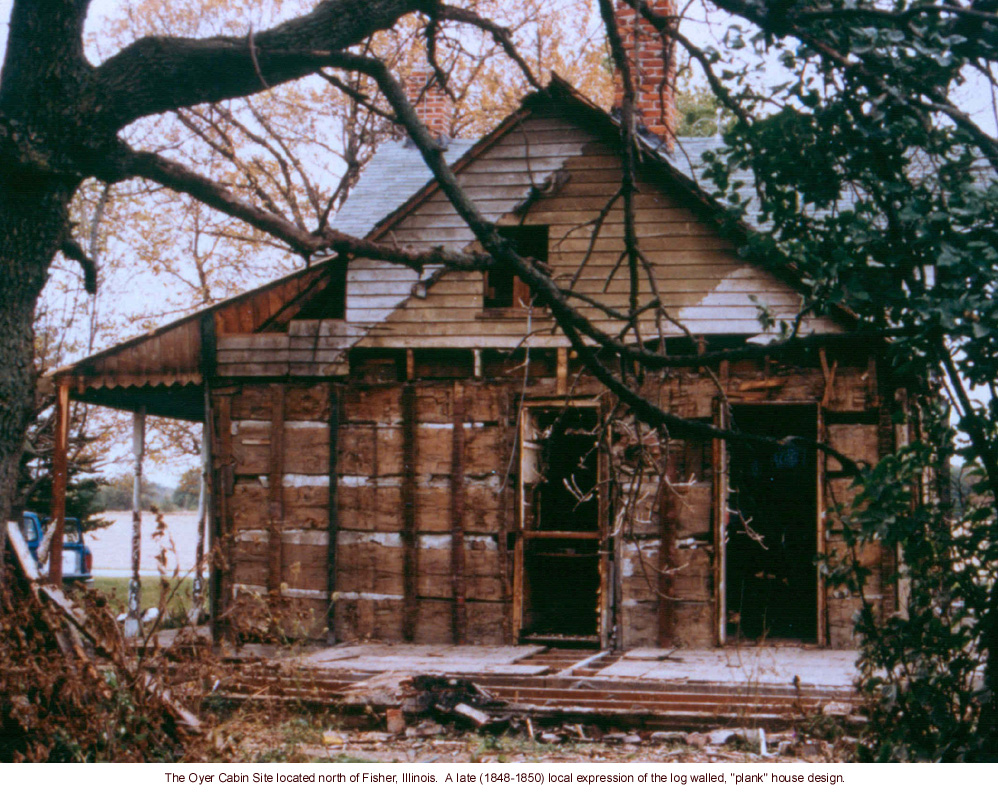
Wood was the preferred material for residential construction throughout the Upper Sangamon Basin during the Historic Period. The earliest construction was, of course, with logs and hand hewn elements (Elbert and Sculle 1982). An interesting late example (1848-1850) was the Oyer Cabin, razed in 1994. Reflecting the "plank" house design, the exterior walls consisted of solid white oak timbers that had been hewn flat on both the interior and exterior exposures. Corners were of a compound dovetail technique and fasteners for structural or bearing elements were of "tree nails" (wood doweling). Interior chinking material included a coarse plaster to which hair (likely horse) had been admixed.
Even though the Oyer Cabin was constructed of solid wood, sawed lumber was generally available after 1840. In its utilization, metal fasteners were commonly employed. Three types of nails, each with variations, are recovered.
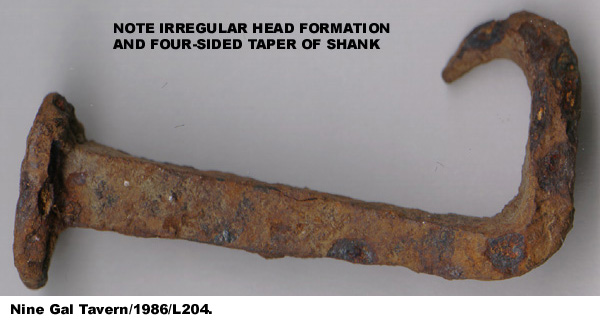
The earliest type was hand wrought. Distinguishing characteristics included a hammered surface texture, irregular head formation, and shanks with four-sided tapers (1 ) (Nelson 1968). Because they were expensive and difficult to procure, they remained relatively scarce in the region. Nonetheless, their superior clinching ability made them useful for trim work and cabinetry, where they were employed through the end of the nineteenth century.
The second type of nail, machine cut, reflects a
series of technological transitions occurring between 1790 and 1830. During
this time the nail machine was introduced and production was industrialized. After 1830 machine-made nails became widely available throughout the area.
Discernible production changes are identified on Table 4.
| Table 4. Technological Attributes of Machine Cut Nails and Their Associated Periods of Production. | |
|---|---|
| (1) cut from the same side and with hammered heads | Date: 1790 to 1825 |
| (2) cut from opposite sides and with hammered heads | Date: 1810 to 1825 |
| (3) cut from the same side and with crude, machine made heads | Date: 1815 to 1835 |
| (4) cut from opposite sides and with crude machine made heads | Date: 1825 to 1835 |
| (5) cut from opposite sides and with perfected machine made heads | Date: 1840 to the present |
Prior to 1830, the iron fibers in the nail ran perpendicular to the shank. After this time they ran parallel to the longitudinal axis. Machine cut nails are typical of nineteenth century construction. Those produced after 1830 are indistinguishable from those being fabricated today.
The last type of nails are machine-made from wire. Wire nails were first manufactured during the 1850's, but only became the dominant variety in the 1890's (Mansberger 1981:91). Early forms were typically small with bulbous heads and eccentric shanks.
Brick production in the upper valley begins at about
the same time as sawed lumber. There are three distinct horizons: hand struck, pressed,
and extruded.
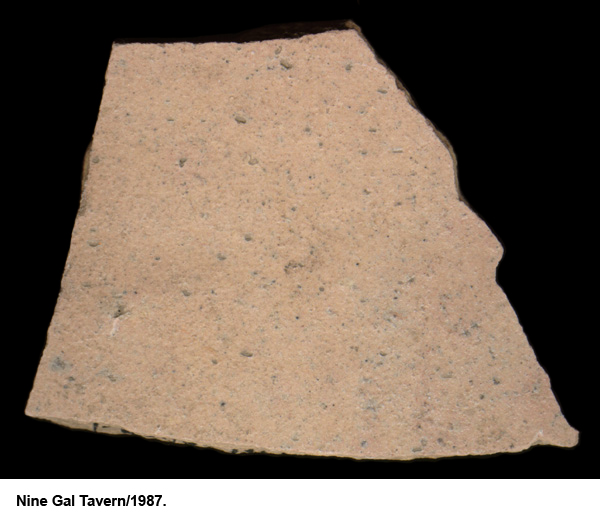
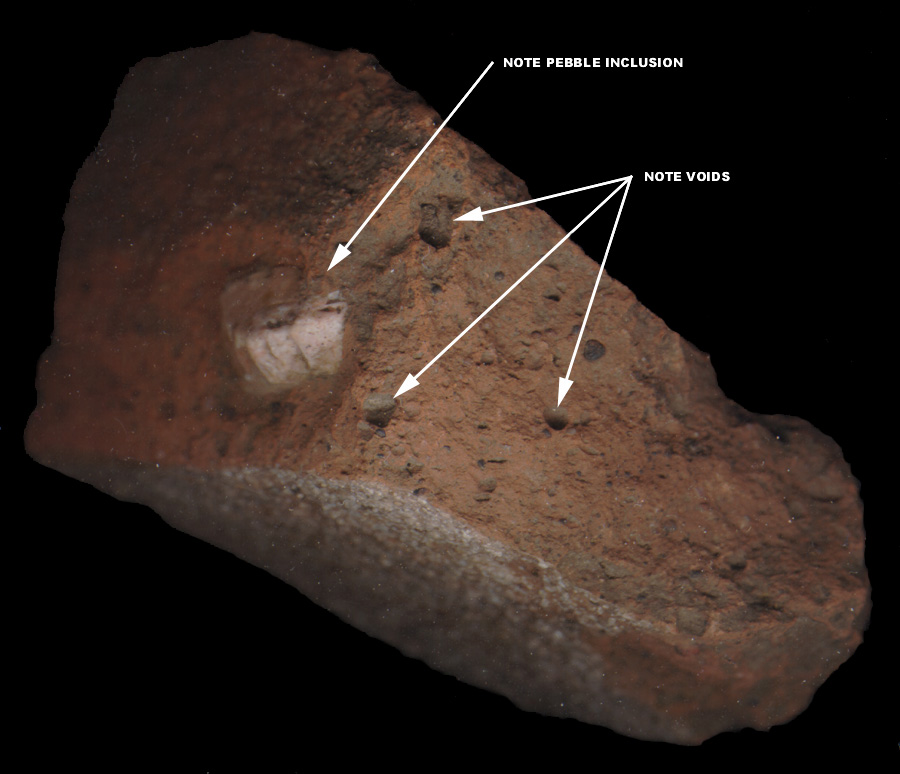
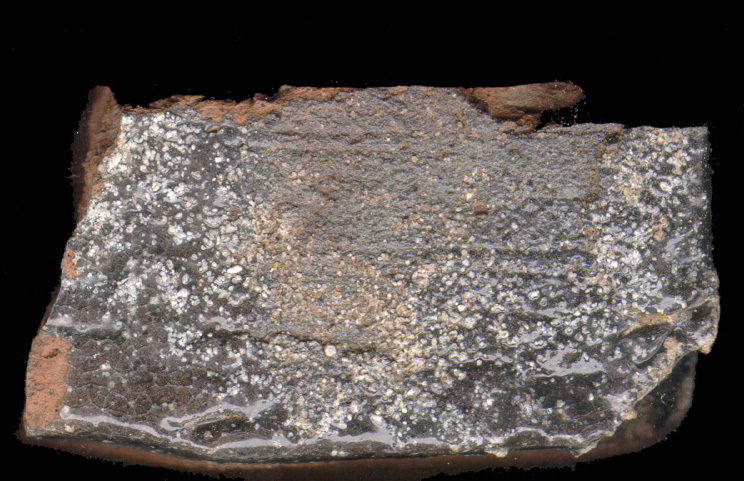
Hand struck was the earliest, dating from 1830 to 1860. Often
produced very near or on the construction site (Mansberger 1981:69), the
brick was expensive and of poor and uncertain quality. Using surface clays
and an open, five sided mold, the clay was poured and struck off by hand.
The surface clays often contained rock inclusions up to pebble
size. The striking operation left linear striations on one side. Poorly
controlled firing in "clamps" rendered light, porous bodies of yellow and
orange. Bricks that were baked closest to the fire were often
glazed
with
the sand dusted on the interior of the mold or burned. Those stacked furthest
from the fire were often soft enough to be scratched with a finger nail.
Applications were highly specialized and limited to such things as fireplaces
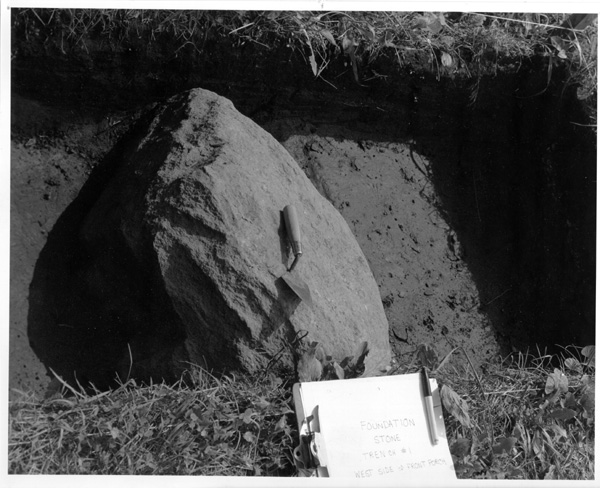
and lining cisterns. Corner stones in the form of glacial
erratics, rather than brick, were employed as subsurface foundation
piers through the 1850's.
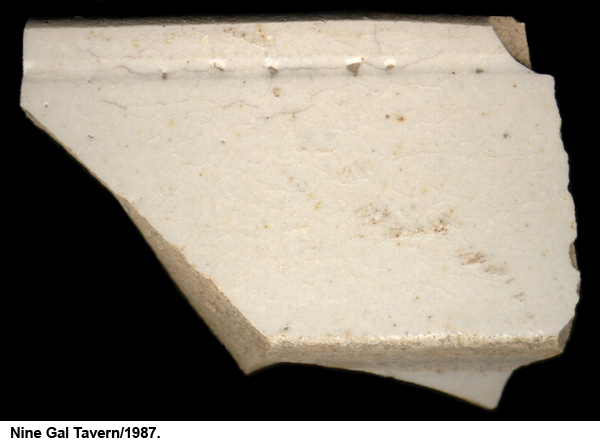
Pressed brick was available after 1860. The object
of local industries, the clay was pressed in a mold that created six, smooth
sides. The over-all quality was much improved. A more selective choice
of clays and better processing increased the uniformity of the clay particle
sizes. Pressing increased the compactness of the body. Better control of
firing allowed hard, uniformly dark red bricks to be manufactured. While
it enjoyed greater architectural application than the earlier type, pressed
brick was not extensively exploited in residential construction until the
1880's (Koos 1986:9). By the 1890's, proprietary marks were being employed.
An example of a regional manufacturer using a molded name mark is the Danville
Block Company. It was supplying paving brick to the Mahomet area in the
1890's.
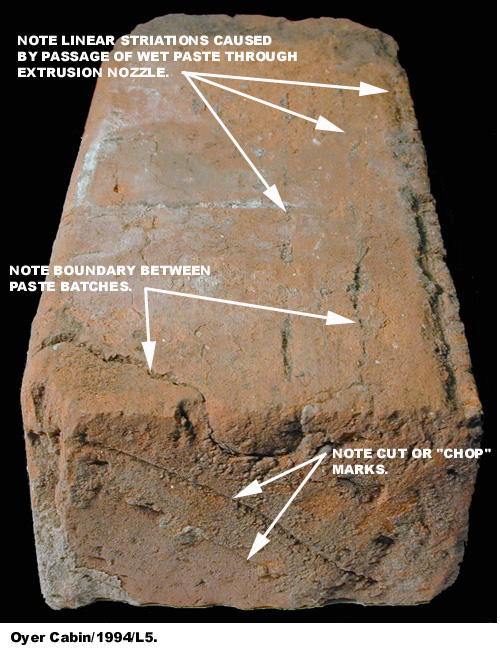
The extruded form of brick is uncommon. It employed the same production technology as field tile. Field tile was a common local industrial expression in many communities of the study area given the importance of tile to the draining of the vast swamp called the tall grass prairie. The quality of the brick product was not good. The recovered examples indicate a lack of compactness to the brick fabric and firing at a relatively low temperature. The extruded brick will display linear striations from passage through the nozzle of the extrusion device, as well as, cutting marks on each end. It was likely a less expensive and locally available masonry product. Production ranged from 1870 to 1920.
Please forward any thoughts or comments to: lstelle@parkland.edu
Barber, Edwin Atlee
1901
The Pottery and Porcelain of The United States. G. P. Putman's Sons. New York.
Brain, Jeffery P.
1979
Tunica Treasure. Papers of the Peabody Museum of Archaeology and Ethnology. Harvard University. Cambridge.
Brown, Margret Kimball
1971
Glass From Fort Michlimackinac: A Classification for Eighteenth Century Glass. The Michigan Archeologist, 17: 3-4. The Michigan Archeological Society. Ann Arbor, Michigan.
Deiss, Ronald W.
1981
The Development And Application Of A Chronology For American Glass. M.S. thesis. Illinois State University. Normal, Illinois.
Elbert, E. Duane and Keith A. Sculle
1982
Log Buildings in Illinois Their Interpretation and Preservation. Illinois Preservation Series, No. 3. Illinois Department of Conservation, Division of Historic Sites. Springfield, Illinois.
Esary, Mark Edward
1982
Archaeological Geographical And Historical Comparison. Eleven Nineteenth-Century Archaeological Sites Near Belleville. M.S.thesis. Illinois State University. Normal, Illinois.
Fletcher, Edward
1976
Antique Bottles in Colour. Blandford Press. Poole, England.
Godden, Geoffrey A.
1964
Encyclopedia British Pottery and Porcelain Marks. Bonanza Books. New York.
Greer, Georgeanna H.
1981
American Stonewares. Schiffer Publishing Ltd.. Exton, Pennsylvania.
Gums, Bonnie L.
1988
Archaeology at French Colonial Cahokia. Studies in Illinois Archaeology, No.3. Illinois Historic Preservation Agency. Springfield.
Gurujal, L. Chavonne Hoyle
1988
The Historical Development of the Staffordshire Transfer Ware Process. In Abroad in Staffordshire, Eunice Dauterman Maguire, editor. Krannert Museum of Art. University of Illinois.
Urbana, Illinois.
Hanson, Lee and Dick Ping Hsu
1971
Nineteenth Century Transfer Printed Earthenwares From Rome, New York. Historical Archaeology. pp. 74-91.
Hume, Ivor Noel
1972
Creamware to Pearlware: A Williamsburg Perspective. In Ceramics in America, Ian M. G. Quimby, editor. The University Press of Virginia. Charlottesville, Virginia. pp. 217-254.
1978
A Guide to Artifacts of Colonial America. Alfred A. Knopf. New York.
Koos, Greg
1986
Researching Your Illinois House. Illinois Preservation Series, No. 7. Illinois Historic Preservation Agency. Springfield, Illinois.
Kovel, Ralph M. and Terry H.
1973
Know Your Antiques. Crown Publishers. New York, New York.
Laidacker, Sam
1951
Anglo-American China, Part II. Sam Laidacker. Bristol, Pennsylvania.
1954
Anglo-American China, Part I, 2nd edition. Sam Laidacker. Bristol, Pennsylvania.
Larsen, Ellouise Baker
1975
American Historical Views on Staffordshire China, 3rd edition. Dover Publications. New York.
Loftstrom, Edward E.
1976
An Analysis of Temporal Change in a Nineteenth Century Ceramic Assemblage from Fort Snelling, Minnesota. The Minnesota Archaeologist, 35 (1).
Lorrain, Dessamae
1986
An Archaeologist's Guide to Nineteenth Century American Glass. Historical Archaeology, II: 35-44.
Maguire, Eunice Dauterman, ed.
1988
At Home and Abroad in Staffordshire. Krannert Museum of Art. University of Illinois. Urbana, Illinois.
Mansberger, Floyd Ray
1981
An Ethnohistorical Analysis Of Two Nineteenth Century Illinois Farmsteads. M.S. thesis. Illinois State University. Normal, Illinois.
McCorvie, Mary R.
1987
The Davis, Baldridge, And Huggins Sites Three Nineteeth Century Upland South Farmsteads In Perry County Illinois. Preservation Series 4. American Resources Group, Ltd. Carbondale, Illinois.
McKearin, George S. and Helen McKearin
1948
American Glass. Crown Publishers, Inc.. New York, New York.
Miller, George
1987
An Introduction to English Ceramics for Archaeologists. A one day seminar at the Second Conference on Historic Archaeology in Illinois. Midwestern Archaeological Research Center. Illinois State University. Normal, Illinois.
Mounce, Eva Dodge, et al.
1988
The Potteries of White Hall. Historic Illinois Potteries Circular Series, Volume 2. John A. Walthall, Series Editor. The Foundation for Historical Research of Illinois Potteries. Springfield, Illinois.
Nelson, Lee H.
1968
Nail Chronology as an Aid to Dating Old Buildings. American Association for State and Local History, Technical Leaflet No.48. History News, 24: 11.
Newman, T. Stell
1970
A Dating Key For Post-Eighteenth Century Bottles. Historical Archaeology. pp. 70-75.
Phillippe, Joseph Sidney
1981
The Red House Site: A Small Euro-American Farmstead. M.S. thesis. Illinois State University. Normal, Illinois.
1987
Hutsonville on the Wabash: Excavation of a Nineteenth Century River Town. In Donald B. Ball and Philip J. DiBlasi. Proceedings of the Symposium on Ohio Valley Urban and Historical Archaeology, Vol. V. Department of Anthropology, University of Louisville. Louisville, Kentucky.
Ramsay, John
1939
American Potters and Pottery. Hale, Cushman and Flint. New York.
Shepard, Anna O.
1956
Ceramics for the Archaeologist. Carnegie Institution, No. 609. Washington, D.C.
Sonderman, Robert Charles
1979
Archaeological Explorations of the Jesse Lindall and Twiss Hill Historic Sites St. Clair County Illinois. M.S. thesis. Illinois State University. Normal, Illinois.
Spargo, John
1926
The Potters and Potteries of Bennigton. Houghton Mifflin Company. Boston, Massachusetts.
Stelle, Lenville J.
1988
History, Archeology, and the 1730 Siege of the Foxes. Paper presented at the 33rd Annual Meeting of the Midwest Archaeological Conference. Champaign, Illinois.
Sussman, Lynne
1977
Changes in Pearlware Dinnerware, 1780-1830. Historical Archaeology, 11: 105-111.
Williams, Petra
1978
Staffordshire Romantic Transfer Patterns. Fountain East. Jeffersontown, Kentucky.
Zimler, Dana L.
1987
A Socioeconomic Indexing of 19th Century Illinois Farmsteads. Manuscript on file. Department of Anthropology. University of Illinois. Urbana, Illinois.
View My Stats
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}